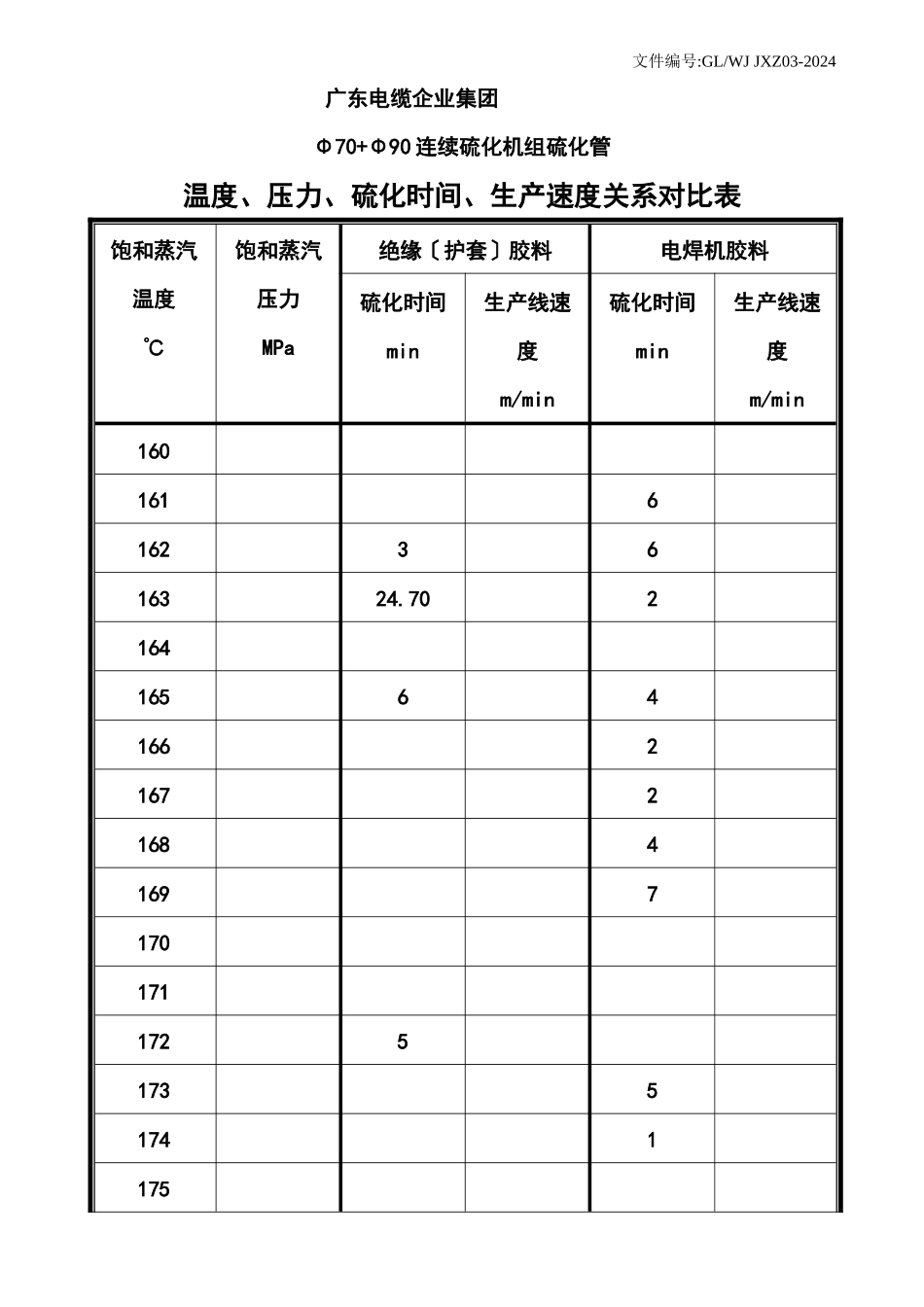
文件编号:GL/WJ JXZ03-2024广东电缆企业集团 Φ70+Φ90 连续硫化机组硫化管温度、压力、硫化时间、生产速度关系对比表饱和蒸汽温度℃饱和蒸汽压力MPa绝缘〔护套〕胶料电焊机胶料硫化时间min生产线速度m/min硫化时间min生产线速度m/min16016161623616324
7021641656416621672168416971701711725173517411751769
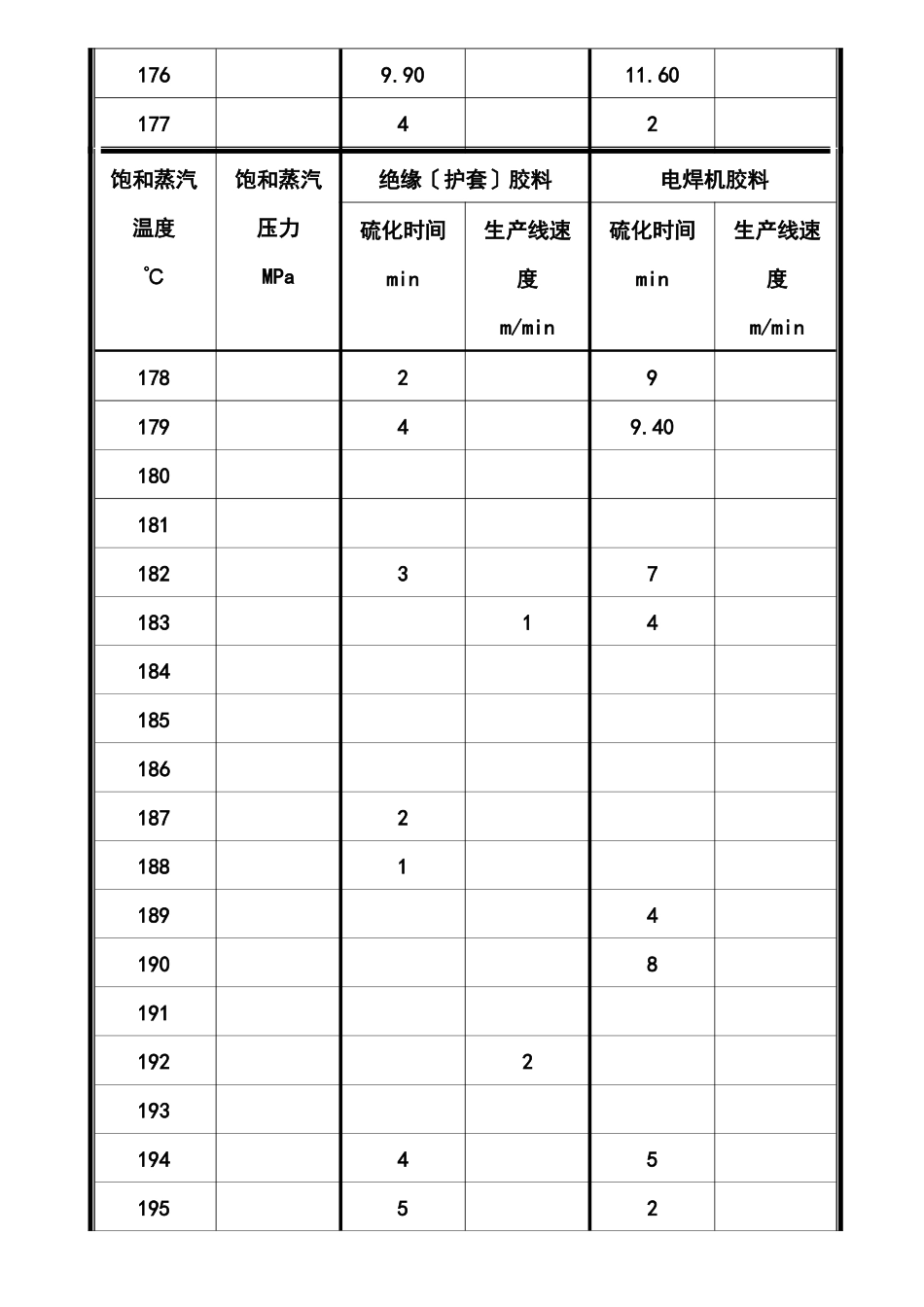
6017742饱和蒸汽温度℃饱和蒸汽压力MPa绝缘〔护套〕胶料电焊机胶料硫化时间min生产线速度m/min硫化时间min生产线速度m/min1782917949
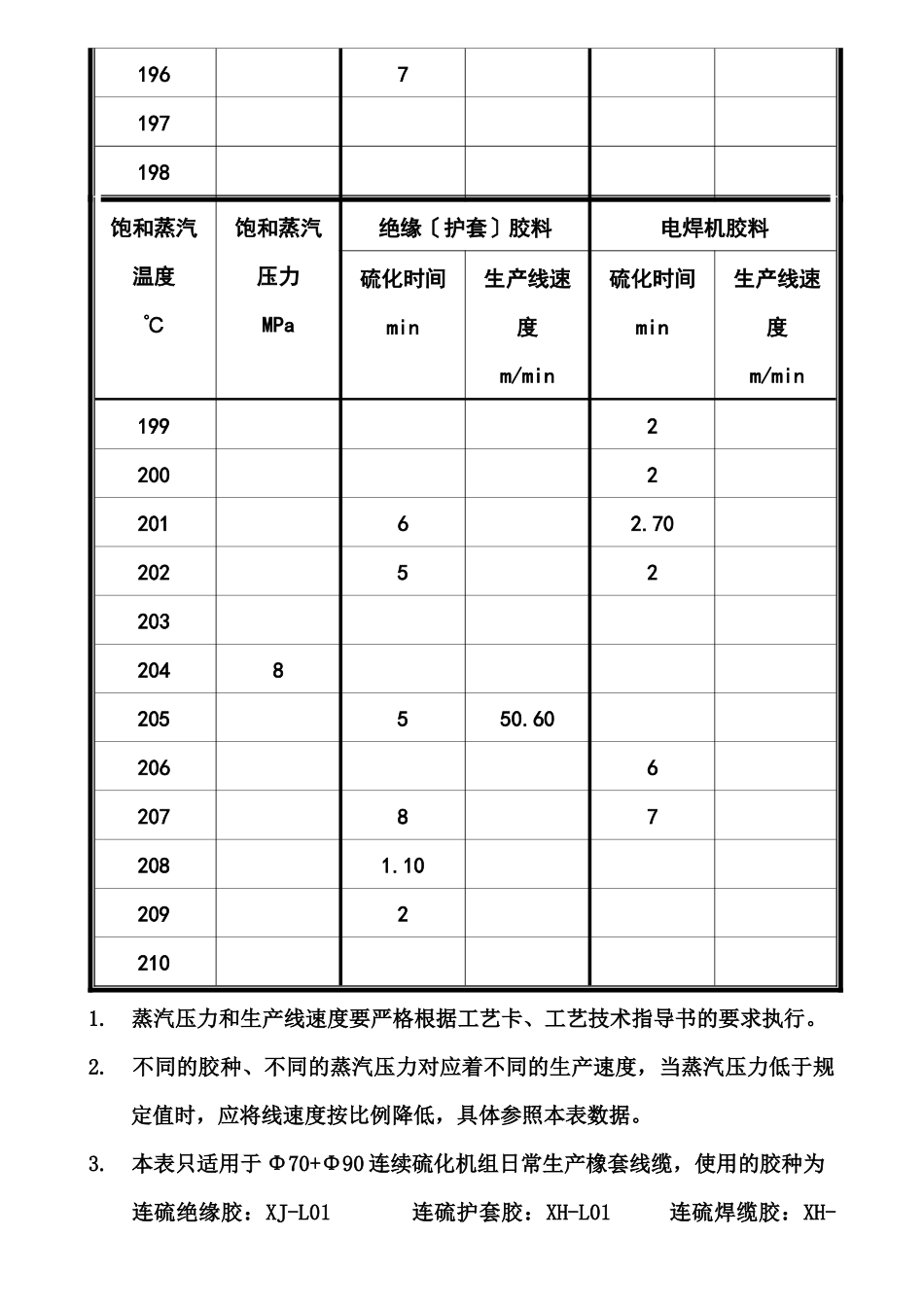
4018018118237183141841851861872188118941908191192219319445195521967197198饱和蒸汽温度℃饱和蒸汽压力MPa绝缘〔护套〕胶料电焊机胶料硫化时间min生产线速度m/min硫化时间min生产线速度m/min1992200220162
70202522032048205550
602066207872081
1020922101
蒸汽压力和生产线速度要严格根据工艺卡、工艺技术指导书的要求执行
不同的胶种、不同的蒸汽压力对应着不同的生产速度,当蒸汽压力低于规定值时,应将线速度按比例降低,具体参照本表数据
本表只适用于 Φ70+Φ90 连续硫化机组日常生产橡套线缆,使用的胶种为连硫绝缘胶:XJ-L01 连硫护套胶:XH-L01 连硫焊缆胶:XH-L024
孔令南 2024 年 6 月 10 日