CTC900t 焊接工艺总述 平面分段装配焊接→立体分段合拢焊接一、主梁平面分段制作1、3#主梁腹板拼板拼板时结构面在上,非结构面置于胎架上,焊接坡口或大坡口均在结构面一侧拼板时保证结构面平整,点焊牢固,可用 E5015Φ3
2mm 焊条点焊,也可用CO2 点焊
为防止焊点在焊接过程中开裂,必须在每条长缝的反面两端部及中部增加马板
2、3#主梁腹板焊接焊接采纳分中退焊法,详见示意图一,埋弧焊接过程中要严密监控设备运行良好,从而保证焊缝的直线度及焊缝的质量
拼板缝根据 WELD MAP 图检验
所有拼板缝端部必须加引弧和收弧板,并且引弧及收弧板的坡口必须同拼板处的坡口,否那么端部将会产生夹渣及未焊透现象,将会严重影响合拢焊缝的质量
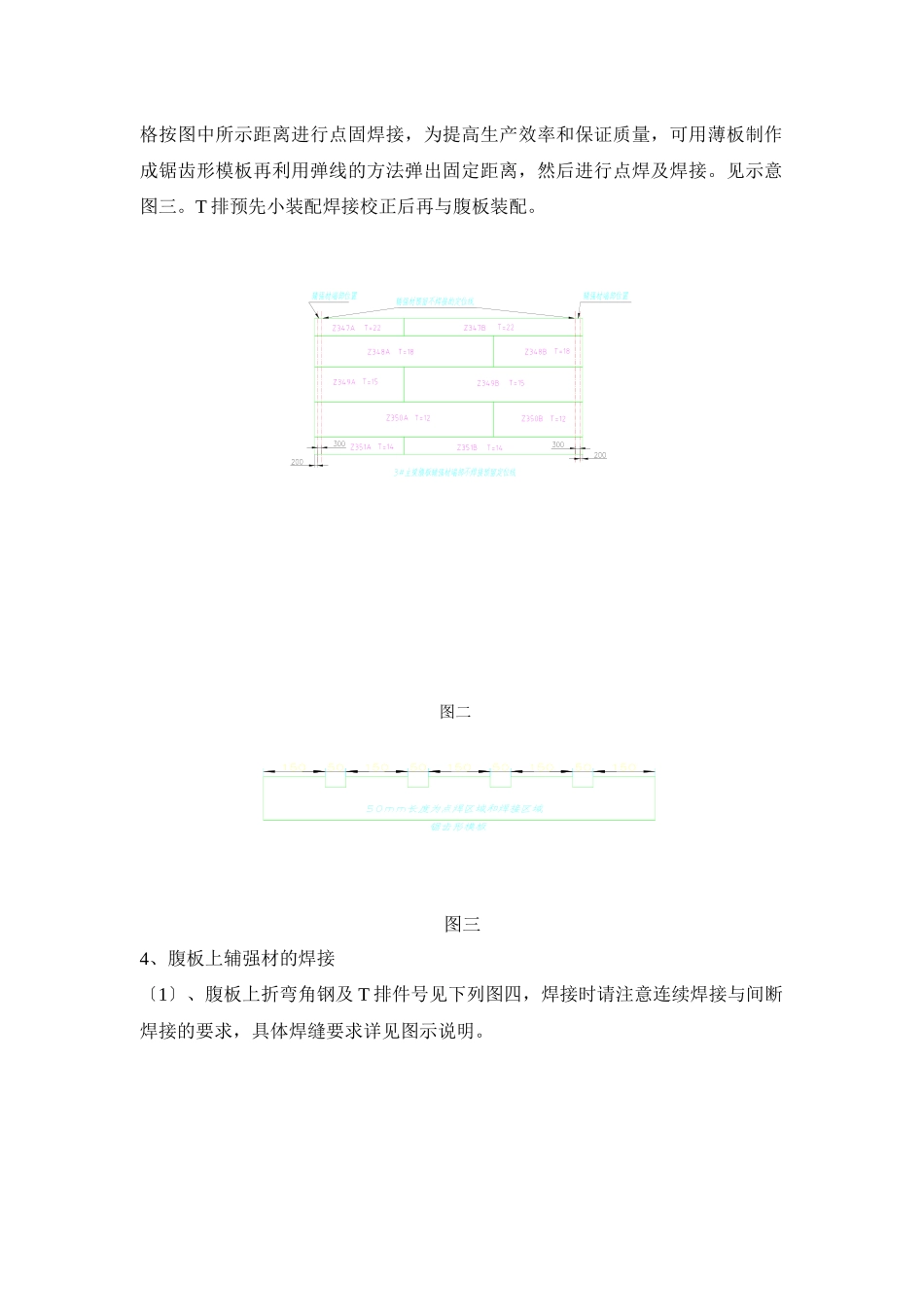
图一3、腹板上辅强材的装配为保证焊缝的一致性,拼板焊接结束后在划线时预先把两端预留不焊接的长度用线弹出
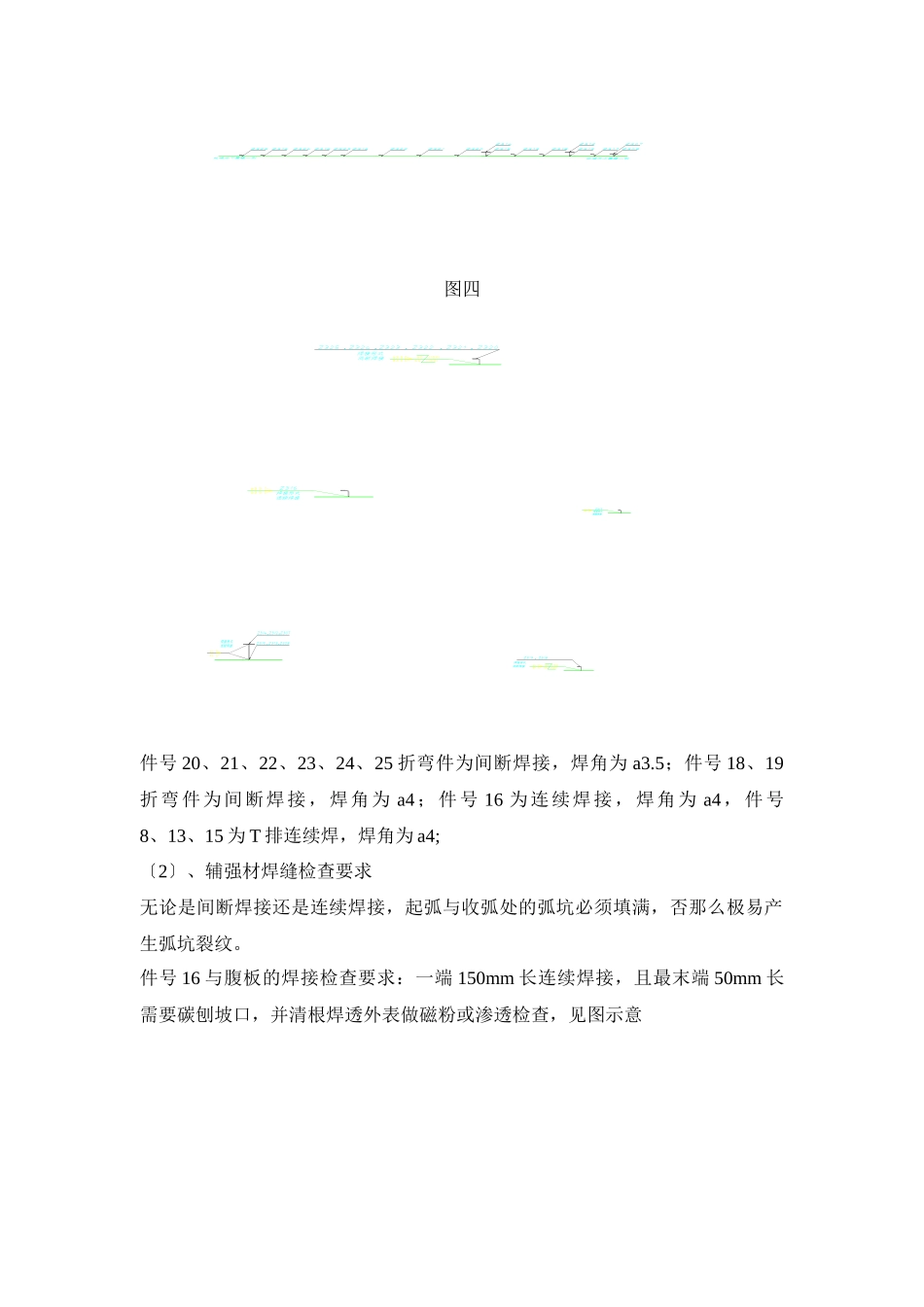
因大局部折弯角钢是间断焊接,故在装配点焊时要严格按图中所示距离进行点固焊接,为提高生产效率和保证质量,可用薄板制作成锯齿形模板再利用弹线的方法弹出固定距离,然后进行点焊及焊接
T 排预先小装配焊接校正后再与腹板装配
图二图三4、腹板上辅强材的焊接〔1〕、腹板上折弯角钢及 T 排件号见下列图四,焊接时请注意连续焊接与间断焊接的要求,具体焊缝要求详见图示说明
图四件号 20、21、22、23、24、25 折弯件为间断焊接,焊角为 a3
5;件号 18、19折弯件为间断焊接,焊角为 a4;件号 16 为连续焊接,焊角为 a4,件号8、13、15 为 T 排连续焊,焊角为 a4;〔2〕、辅强材焊缝检查要求无论是间断焊接还是连续焊接,起弧与收弧处的弧坑必须填满,否那么极易产生弧坑裂纹
件号 16 与腹板的焊接检查要求:一端 150mm 长连续焊接,且最末端 50mm 长需要碳刨坡口,并清根焊透外表做磁粉或渗透检查,见图示意件 11