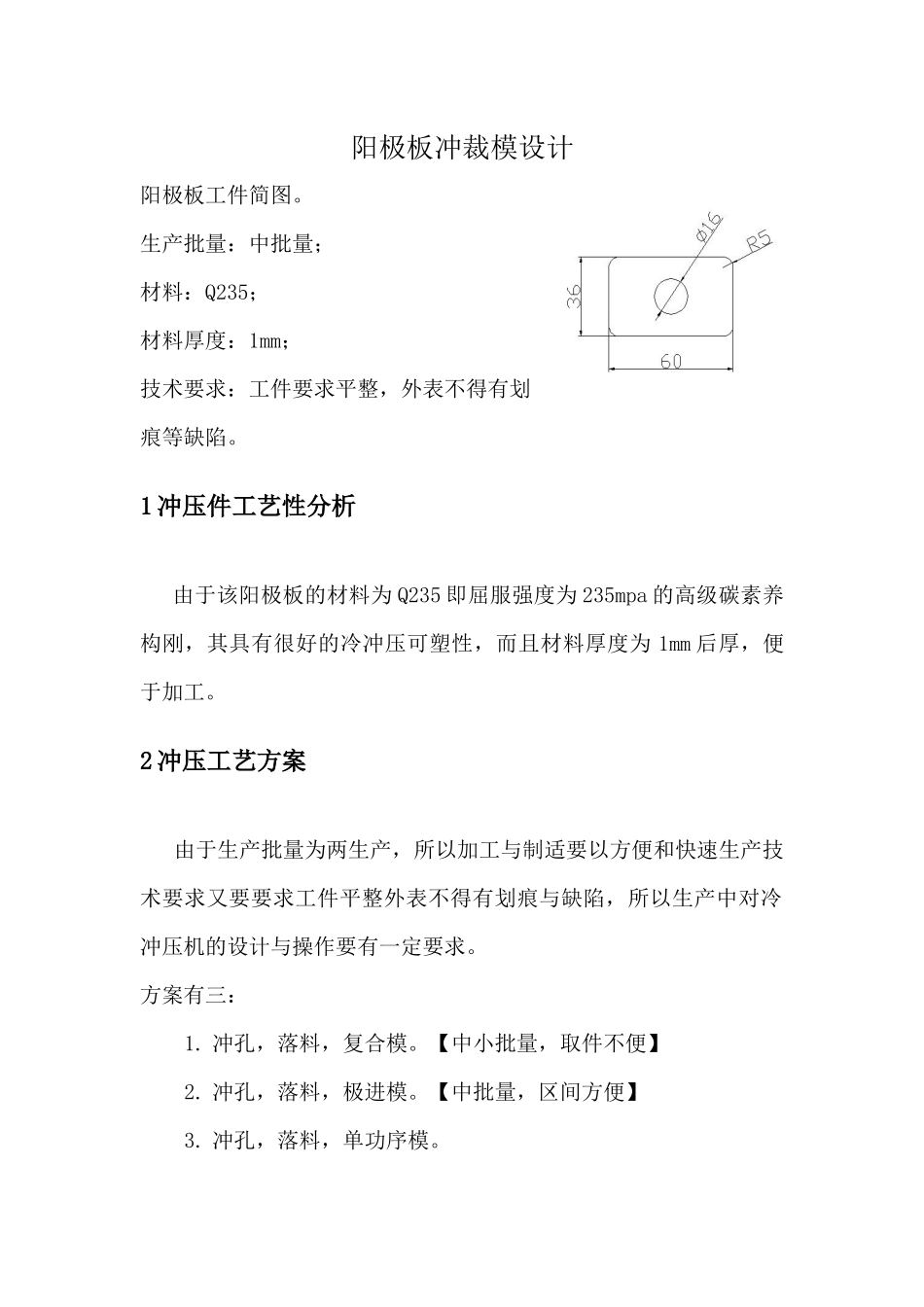
阳极板冲裁模设计阳极板工件简图
生产批量:中批量;材料:Q235;材料厚度:1mm;技术要求:工件要求平整,外表不得有划痕等缺陷
1 冲压件工艺性分析由于该阳极板的材料为 Q235 即屈服强度为 235mpa 的高级碳素养构刚,其具有很好的冷冲压可塑性,而且材料厚度为 1mm 后厚,便于加工
2 冲压工艺方案由于生产批量为两生产,所以加工与制适要以方便和快速生产技术要求又要要求工件平整外表不得有划痕与缺陷,所以生产中对冷冲压机的设计与操作要有一定要求
方案有三:1
冲孔,落料,复合模
【中小批量,取件不便】2
冲孔,落料,极进模
【中批量,区间方便】3
冲孔,落料,单功序模
综上所述 2
方案方便快捷,故应采纳
3 主要设计计算1
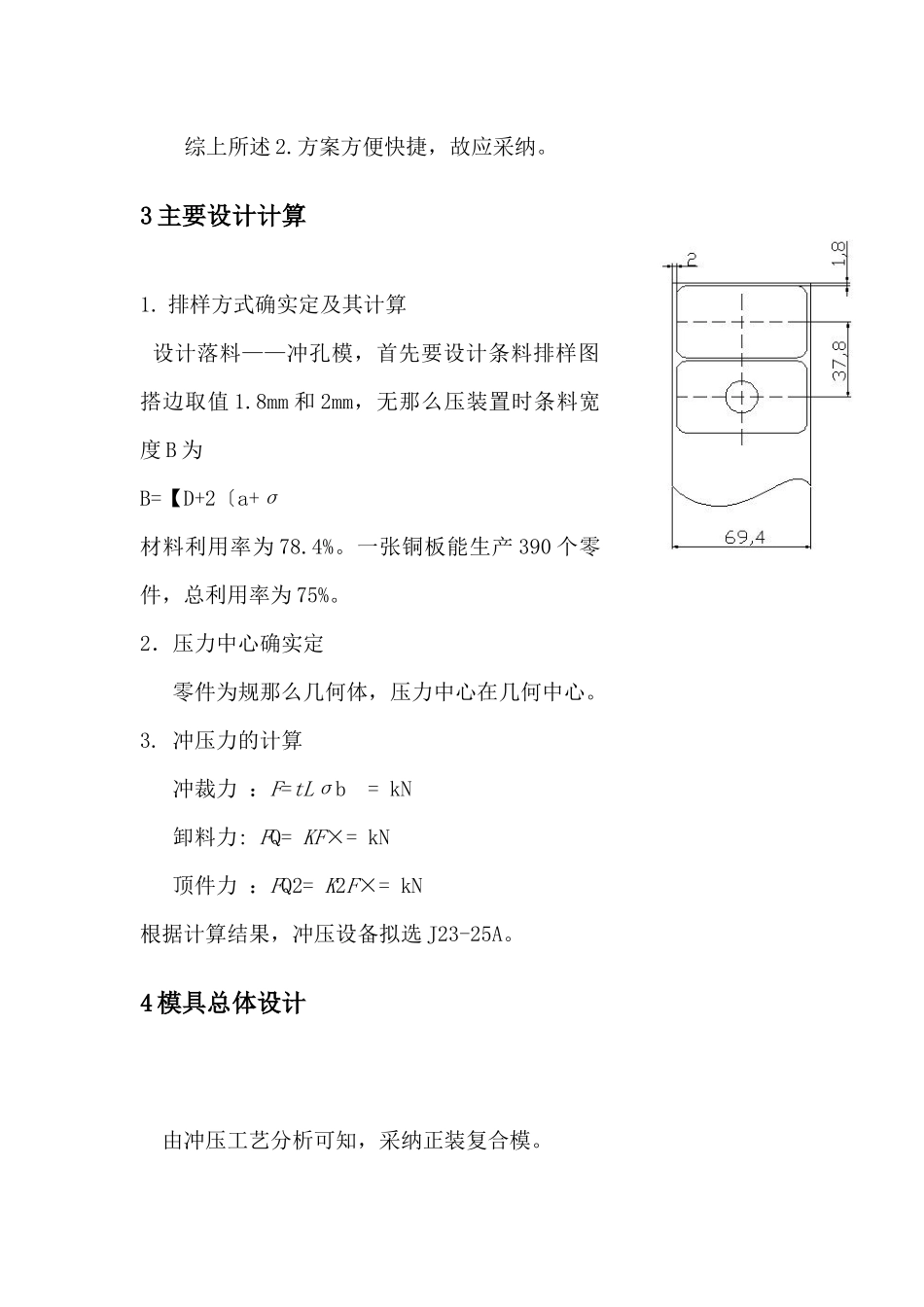
排样方式确实定及其计算 设计落料——冲孔模,首先要设计条料排样图
搭边取值 1
8mm 和 2mm,无那么压装置时条料宽度 B 为B=【D+2〔a+σ材料利用率为 78
一张铜板能生产 390 个零件,总利用率为 75%
2.压力中心确实定 零件为规那么几何体,压力中心在几何中心
冲压力的计算 冲裁力 :F=tLσb = kN 卸料力: FQ= KF×= kN 顶件力 :FQ2= K2F×= kN根据计算结果,冲压设备拟选 J23-25A
4 模具总体设计 由冲压工艺分析可知,采纳正装复合模
因为该模具采纳的是条料,控制材料的送进方向采纳倒料销,无测压装置
控制条料的步距采纳挡料销 为了提高模具寿命和工件质量,方便安装调整,该复合采纳中间导柱的导向方式
5 主要零部件设计1
工作零件结构设计① 凹凸模 凹凸模外形按凸模设计,内孔按凹模设计
结合工件外形并考虑加工,将落料凸模设计成台阶式,最后精加工采纳刀具磨床加工,冲孔凹模设计台阶孔形式,其总长 L 可按教材公式计算 L=20+10+2+24=56mm② 冲孔凸模 所冲的孔为