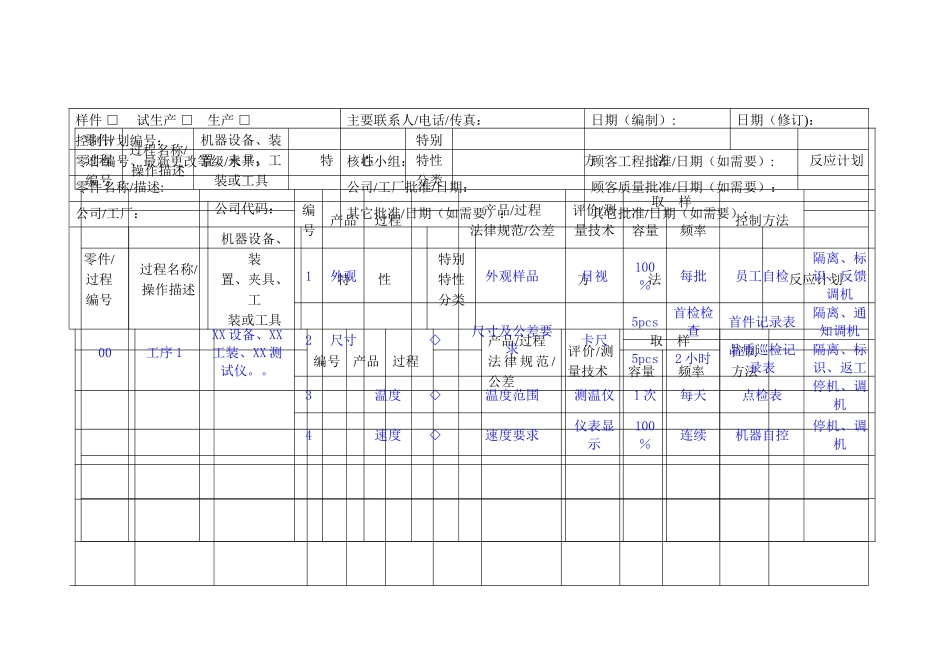
、控制计划文件编号:BCP—版次:X/X 版XXXX—XX—XX 实施 XX 公司 发布文件修改履历表版本号生效日期修改内容拟 稿审 核批 准////////////////样件 □ 试生产 □ 生产 □控制计划编号:主要联系人/电话/传真:日期(编制):日期(修订):零件编号、最新更改等级/水平:核心小组:顾客工程批准/日期(如需要):零件名称/描述:公司/工厂批准/日期:顾客质量批准/日期(如需要):公司/工厂:公司代码:其它批准/日期(如需要):其它批准/日期(如需要):零件/过程编号过程名称/操作描述机器设备、装置、夹具、工装或工具特 性特别特性分类方 法反应计划编号产品过程产品/过程法 律 规 范 /公差评价/测量技术取 样控制方法容量频率零件/过程编号过程名称/操作描述机器设备、装置、夹具、工装或工具特 性特别特性分类方 法反应计划编号产品过程产品/过程法律规范/公差评价/测量技术取 样控制方法容量频率00工序 1XX 设备、XX工装、XX 测试仪
1外观外观样品目视100%每批员工自检隔离、标识、反馈调机2尺寸◇尺寸及公差要求卡尺5pcs首检检查首件记录表隔离、通知调机5pcs2 小时品质巡检记录表隔离、标识、返工3温度◇温度范围测温仪1 次每天点检表停机、调机4速度◇速度要求仪表显示100%连续机器自控停机、调机