碳钢 1-20 毫米厚激光切割的工艺参数表 以 DC030 激光器为例厚度切割参数打孔参数功率 W速度MM/MIN气体气压KPA最 小功变功率W气体气压KAP频率HZ占空比时间S110005000—8000O2200-30040—601500 O210020018 0210004000—6000180—24040—6018001000
5312003000-5000150-22030—601800800
5410002500—3500120—18530-602000800
5512002000-3000100-16025—602000800
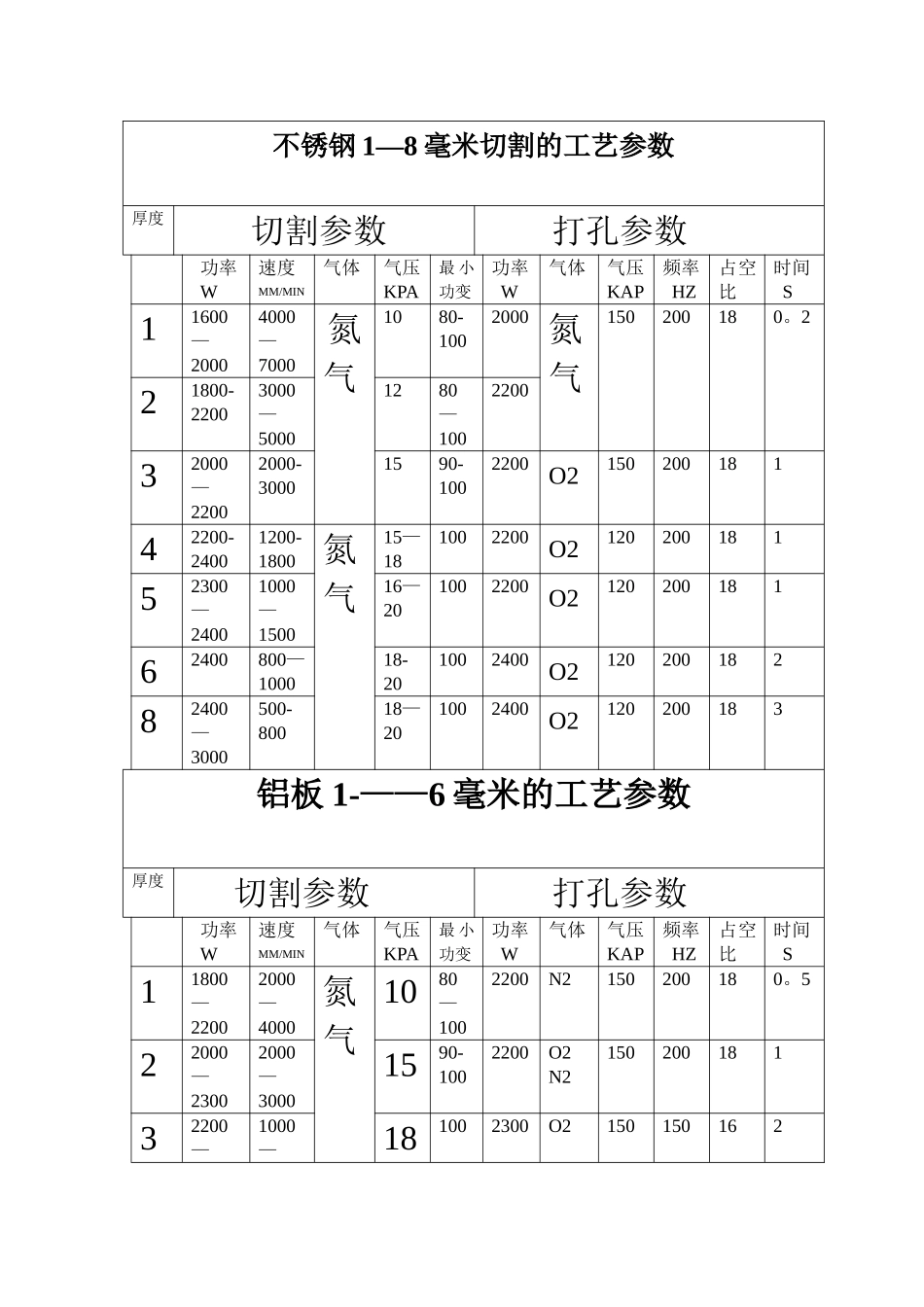
5610001500-240080-16030—60220080181500—18001000—150060-10060-8022008012010—153101600-20001000—150060-10060-90230080100-20010-183—5121800-2200800—120050-10080-95240070100—12010—155-8142200—2400600-100050—10080-100240070100—12010-1214-20162200—2500600—80050—10080-100240070100-12010-1220-30202700400—600O2801003000 O2 6010020爆孔不锈钢 1—8 毫米切割的工艺参数厚度切割参数打孔参数 功率 W速度MM/MIN气体气压KPA最 小功变功率W气体气压KAP频率HZ占空比时间S11600—20004000—7000 氮气1080-1002000 氮气150200180
221800-22003000—50001280—100220032000—22002000-30001590-1002200 O215020018142200-2