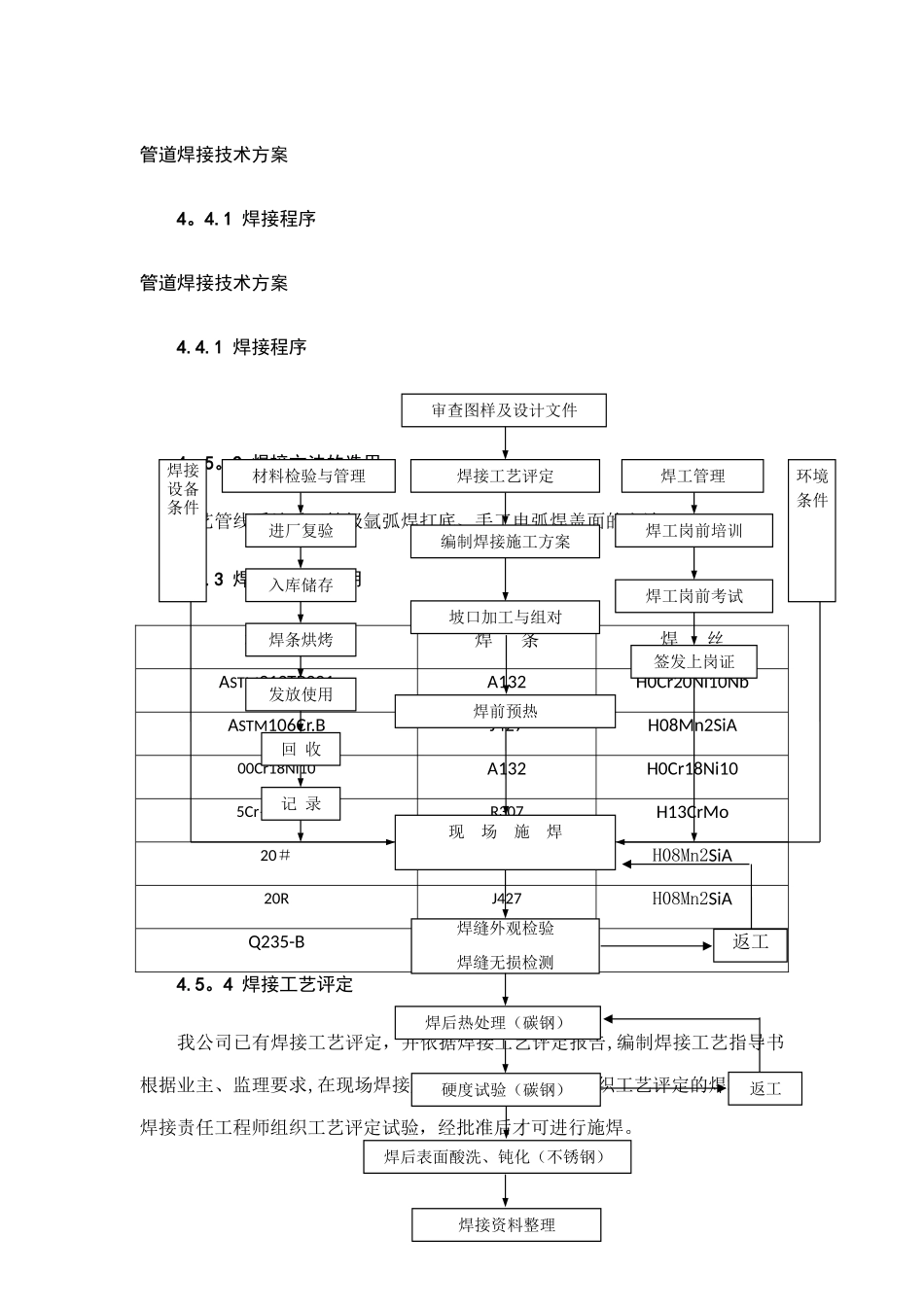
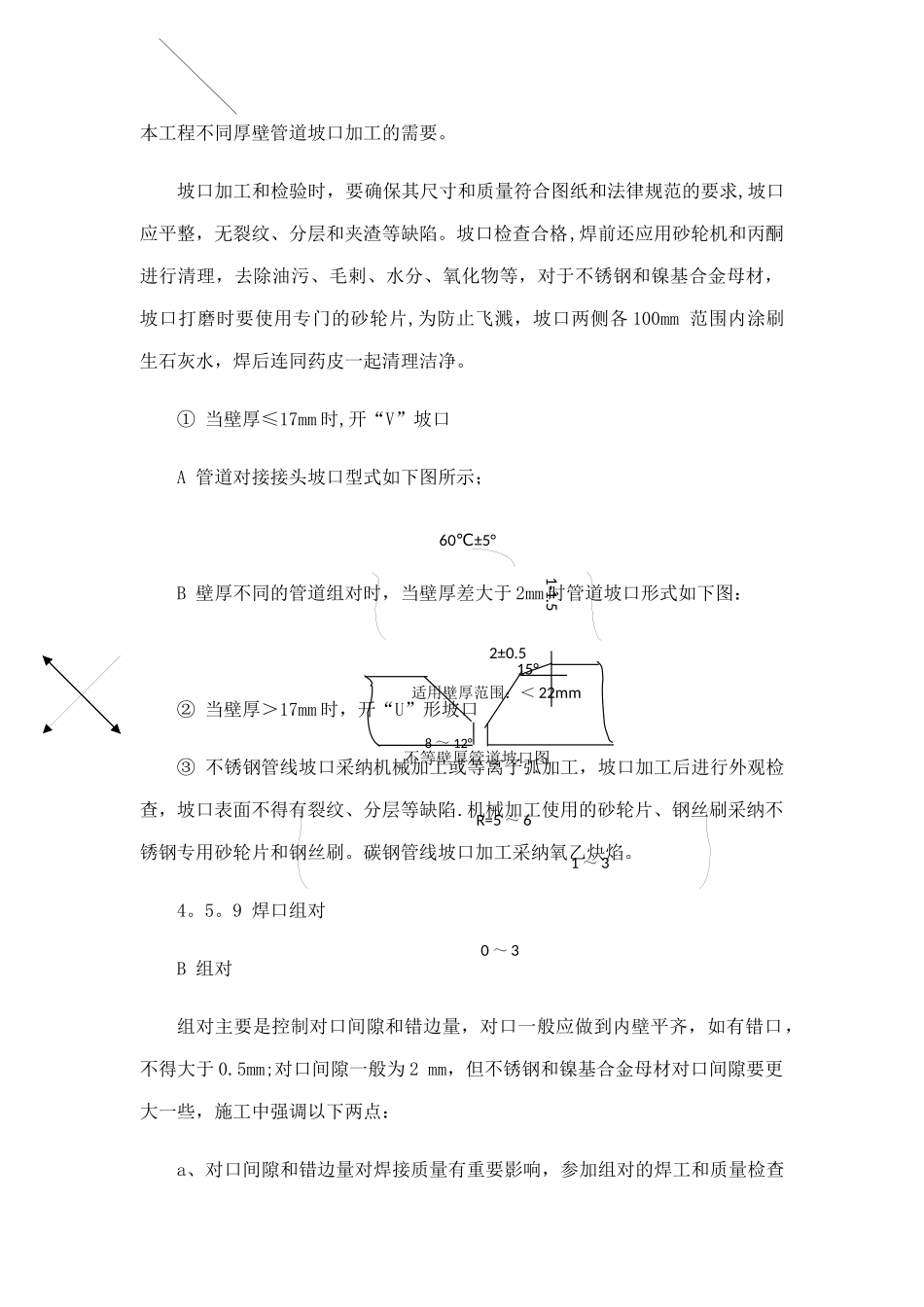
管道焊接技术方案4。4.1 焊接程序管道焊接技术方案4.4.1 焊接程序4。5。2 焊接方法的选用工艺管线采纳手工钨极氩弧焊打底、手工电弧焊盖面的方法。4.5.3 焊接材料的选用材 质焊 条焊 丝ASTM312TP321A132H0Cr20Ni10NbASTM106Cr.BJ427H08Mn2SiA00Cr18Ni10A132H0Cr18Ni105Cr—0.5MoR307H13CrMo20#J427H08Mn2SiA20RJ427H08Mn2SiAQ235-B4224.5。4 焊接工艺评定我公司已有焊接工艺评定,并依据焊接工艺评定报告,编制焊接工艺指导书根据业主、监理要求,在现场焊接施工前,对需要重新组织工艺评定的焊材,由焊接责任工程师组织工艺评定试验,经批准后才可进行施焊。焊接资料整理焊后表面酸洗、钝化(不锈钢)硬度试验(碳钢)焊后热处理(碳钢)坡口加工与组对焊前预热返工返工焊缝外观检验焊缝无损检测发放使用焊条烘烤进厂复验入库储存材料检验与管理回 收记 录签发上岗证焊工岗前考试焊工岗前培训焊工管理环境条件焊接设备条件现 场 施 焊编制焊接施工方案焊接工艺评定审查图样及设计文件4.5。5 焊接人员要求担任本工程焊接任务的焊工必须是经过焊接基本知识和实际操作技能的培训,并取得相应的焊工考试合格项目。4。5。6 焊接施工环境要求环境温度低于 0℃时,必须实行措施提高环境温度;手工电弧焊时,风速不得超过 8m/s;手工钨极氩弧焊时,风速不得超过 2m/s;相对湿度不得大于 90%;雨、雪天必须停止施焊。4。5.7 焊接材料的保管① 焊接材料具有产品质量证明书。并且其检验项目和技术指标必须符合要求。② 焊接材料必须进行验收。验收合格后,作好标识,入库储存.③ 焊接材料存放于干燥、通风良好、温度大于 5℃,且相对湿度小于 60%的库房内;④ 焊条、焊丝有专人负责保管、烘干和发放,并做好烘干、发放和回收记录,焊条重复烘干不得超过两次;⑤ 焊接所用氩气的纯度不低于 99。9%。必须加强外送氩气的检测管理。4。5.8 下料与坡口加工为保证施工质量,现场制作坡口均采纳机械加工的方法,项目部有专用的管道切断机(ISD-450),和管子坡口机(ISY—351—2、ISY-630-2),可以满足1-1.52±0.560±5°℃适用壁厚范围:< 22mm1 ~ 30 ~ 3R=5 ~ 68 ~ 12°本工程不同厚壁管道坡口加工的需要。坡口加工和检验时,要确保其尺寸和质量符合图纸和法律规范的要求,坡口应平整,无裂纹、分层和夹渣等缺陷。坡口检查合格,焊前还应用砂轮机和丙酮进行清理,去除油污、毛剌、水分、氧化物等,对于不锈钢和镍基合金母材...