统计过程(SPC)控制管理规定1.目的:使用适当的统计技术来验证和分析过程能力、产品特性、过程特性和其他与质量相关的数据、资料,以发现问题,并进行原因分析和实行对策,确保过程稳定及降低不良率,进而提高产品质量
2.范围:适用于本公司物料进料检验、计量测试、过程控制、成品检验、可靠性测试、客户投诉及内部质量审核结果等资料的统计分析
3.权责:3
工程部负责制定产品和过程特别特性/重要特性表
生产部负责依照产品的特别特性/重要特性表制定小批试产、批量生产的统计工作,并按规定采纳统计控制图的类型
各职能部门负责对各自管理的统计资料与数据的收集,数据分析及处理
相关部门负责预防、纠正措施的实施
4.定义:无
5.作业内容:5
管制图表之选用时机,视实际需要选用合适办法
—R(均值和极差图)用于量产后之产品加工过程中重要的计量型技术参数之控制分析
管制图的作业由相关人员依《控制计划》之规定项目、图表种类据实填写管制图表
—R 之作法: 5
收集数据:A、 子组大小 n:3—5 件B、 子组频率:2H、3H、……(其他可行的频率)C、 子组数 K:20—255
计算描点: A、 =R=(X 为子组内的每个测量值;N 为子组的样本容量
)B、 将均值和极差分别画在图上,并将各点用直线连接起来,从而得到可见图形和趋势
计算控制限(UCL、LCL、CL) A
计算平均极差()及过程均值(): = = B 计算控制限方法: = ==+ =-(、、、d2 为常数,其中:=0,=2
58,d2=2
判读方法(识别):5
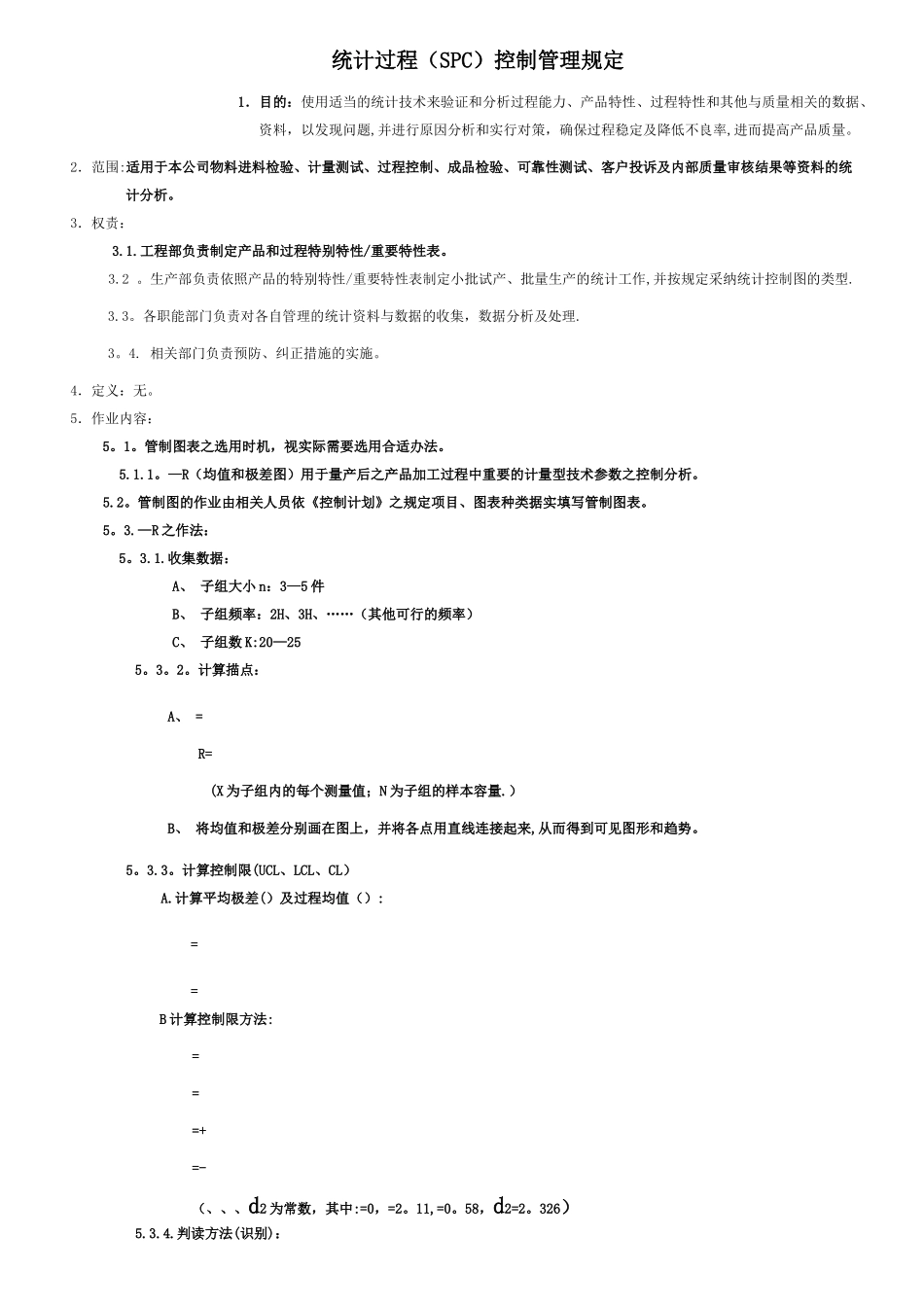
正常管制图点子之动态(如下图)
多数的点子,集中在中心线附近,且两边对称
少数的点子,落在管制界限附近
(3).点子之分布呈随机