蒙迪欧全涂装轮毂试制工作报告重庆中南铝轮毂有限公司2024-4一、试验的依据1. 任务来源根据用户长安福特及市场前景预测,立项自行设计开发
2. 产品图纸我厂工艺技术部门根据长安福特提供的外观图片以及轮毂相关装配尺寸和参数,进行设计研制
二、工艺路线和试制方案蒙迪欧全涂装轮毂制造工艺主要由低压、机加、涂装三大工艺组成
在工艺路线制定时,考虑了各个车间的优势,进行了合理的安排;同时在产品的开发过程中充分利用了 QS9000 五大工具手册来保证产品能按时按质的完成
对原材料供应商,我公司严格按质量体系考核,并对原材料进行严格的入库检验,保证产品质量的可靠性
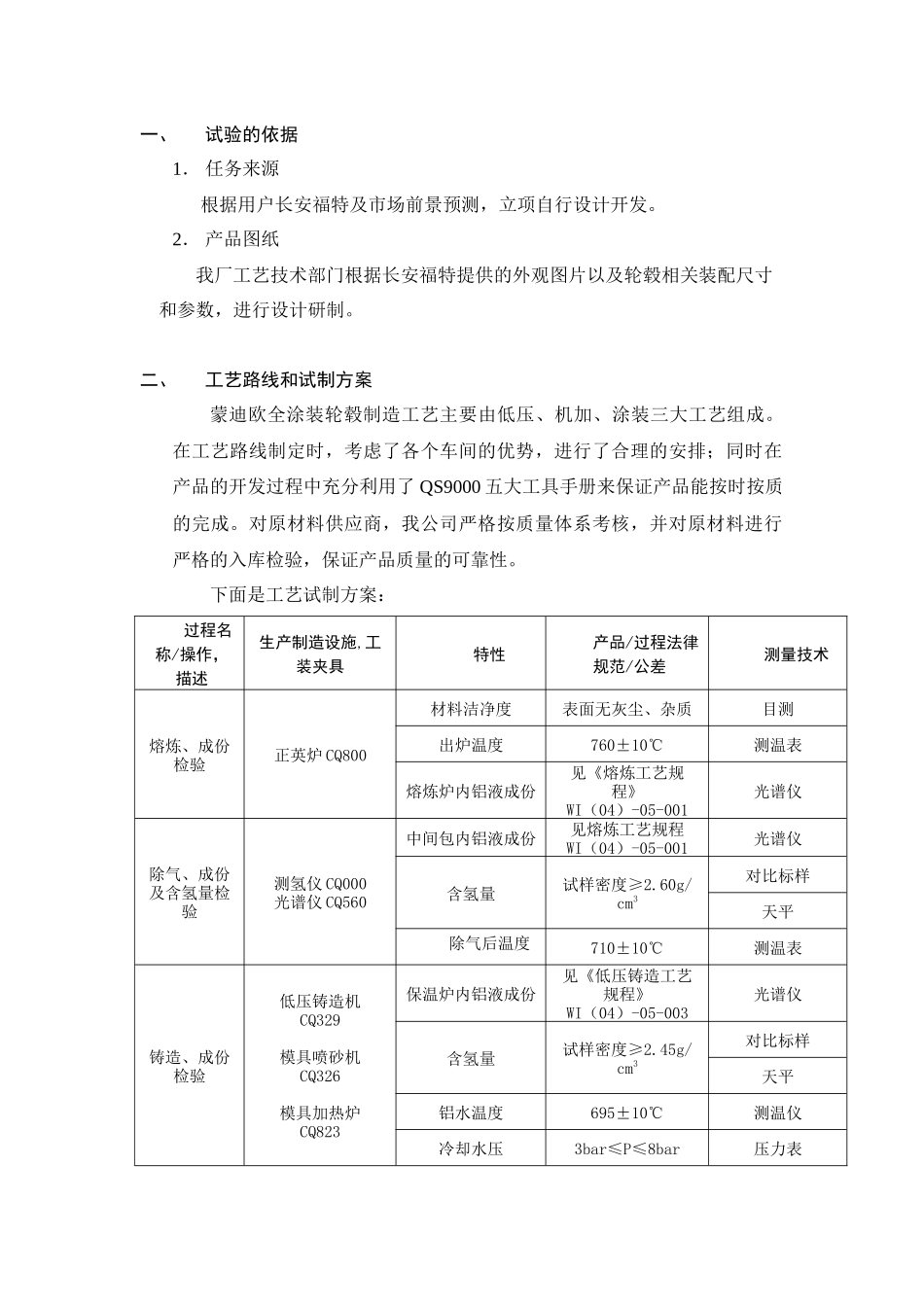
下面是工艺试制方案:过程名称/操作,描述生产制造设施,工装夹具特性产品/过程法律规范/公差测量技术熔炼、成份检验正英炉 CQ800材料洁净度表面无灰尘、杂质目测出炉温度760±10℃测温表熔炼炉内铝液成份见《熔炼工艺规程》WI(04)-05-001光谱仪除气、成份及含氢量检验测氢仪 CQ000光谱仪 CQ560中间包内铝液成份见熔炼工艺规程WI(04)-05-001光谱仪含氢量试样密度≥2
60g/cm3对比标样天平除气后温度710±10℃测温表铸造、成份检验低压铸造机CQ329模具喷砂机CQ326模具加热炉CQ823保温炉内铝液成份见《低压铸造工艺规程》WI(04)-05-003光谱仪含氢量试样密度≥2
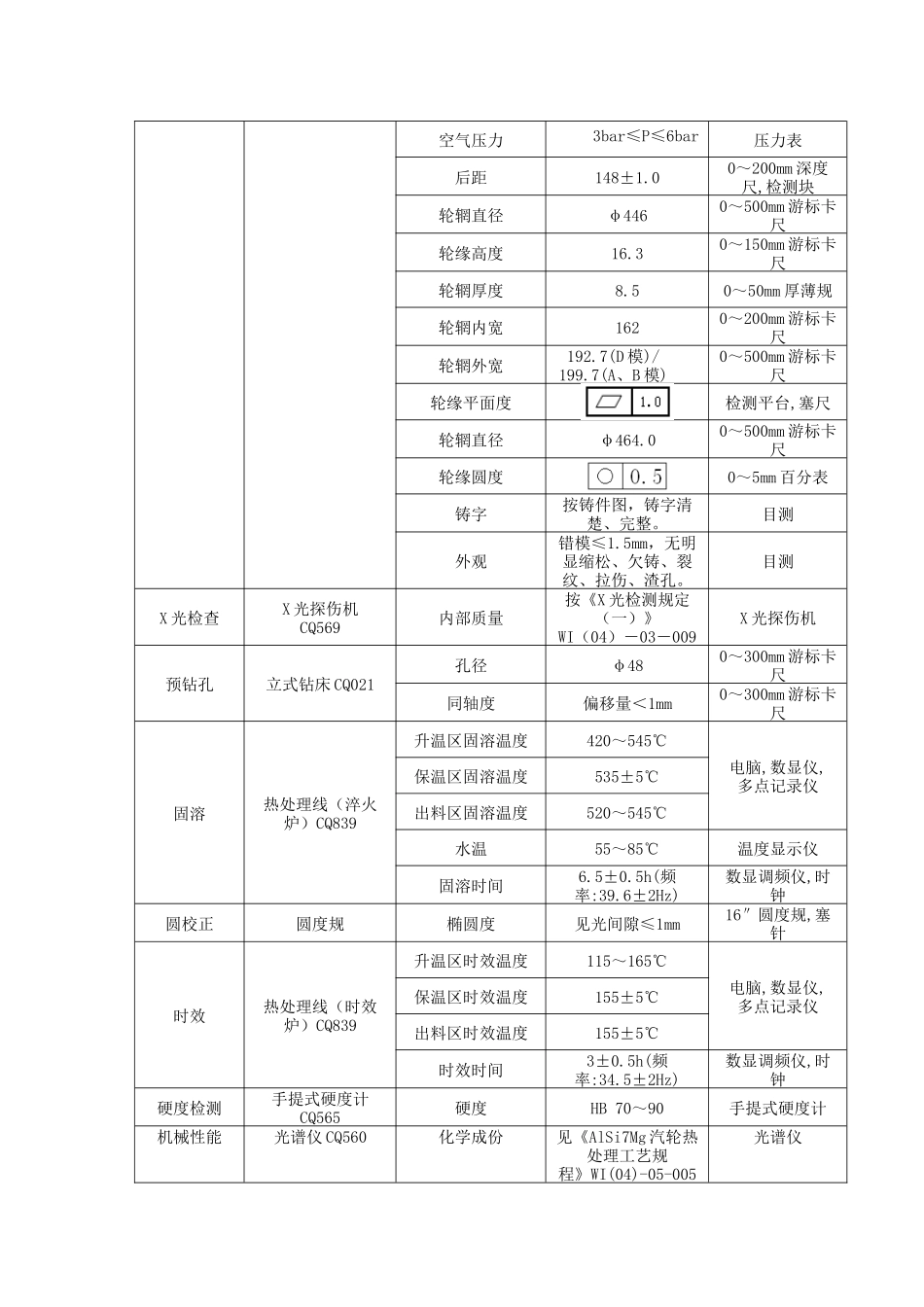
45g/cm3对比标样天平铝水温度695±10℃测温仪冷却水压3bar≤P≤8bar压力表空气压力3bar≤P≤6bar压力表后距148±1
00~200mm 深度尺,检测块轮辋直径φ4460~500mm 游标卡尺轮缘高度16
30~150mm 游标卡尺轮辋厚度8
50~50mm 厚薄规轮辋内宽1620~200mm 游标卡尺轮辋外宽192
7(D 模)/199
7(A、B 模)0~500mm 游标卡尺轮缘平面度检测平台,塞