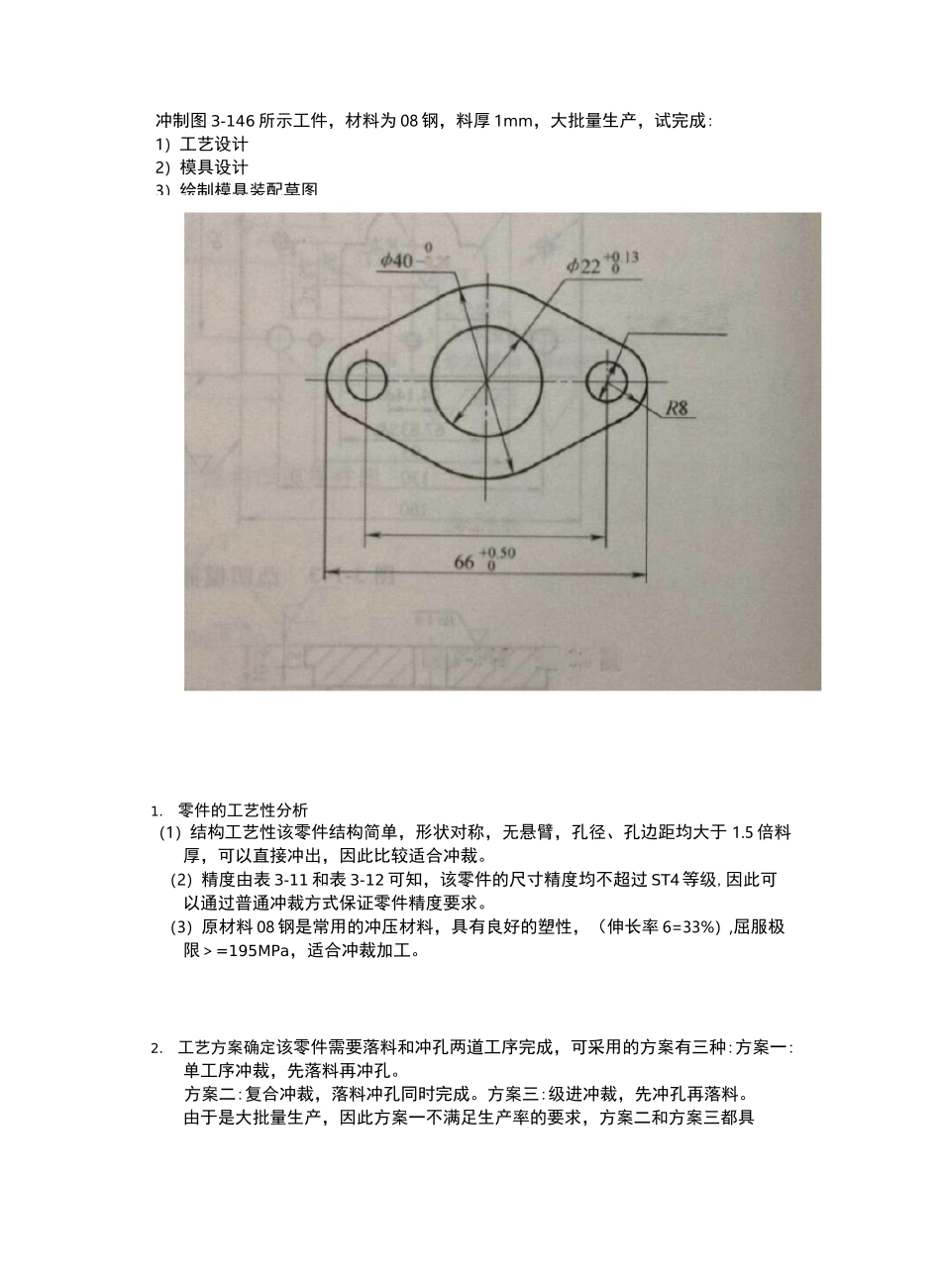
冲制图 3-146 所示工件,材料为 08 钢,料厚 1mm,大批量生产,试完成:1)工艺设计2)模具设计3)绘制模具装配草图(2 吶 2 昵50±0J0图 3-146 题 12 金|1
零件的工艺性分析(1)结构工艺性该零件结构简单,形状对称,无悬臂,孔径、孔边距均大于 1
5 倍料厚,可以直接冲出,因此比较适合冲裁
(2)精度由表 3-11 和表 3-12 可知,该零件的尺寸精度均不超过 ST4 等级,因此可以通过普通冲裁方式保证零件精度要求
(3)原材料 08 钢是常用的冲压材料,具有良好的塑性,(伸长率 6=33%),屈服极限>=195MPa,适合冲裁加工
工艺方案确定该零件需要落料和冲孔两道工序完成,可采用的方案有三种:方案一:单工序冲裁,先落料再冲孔
方案二:复合冲裁,落料冲孔同时完成
方案三:级进冲裁,先冲孔再落料
由于是大批量生产,因此方案一不满足生产率的要求,方案二和方案三都具x100%=58
4732x15x1279
921420x740__x100%=LN有较高的生产效率,虽然方案三比方案二操作方便,但方案二能得到较高的精度,且由于被冲板料较薄,特别是外形与内孔的同轴度要求,因此选用方案二,即采用复合冲压
模具总体设计1)模具类型的确定考虑操作的方便与安全性,选用倒装复合模
2)模具零件结构形式确定
1)送料及定位方式
采用手工送料,导料销导料,挡料销挡料
2)卸料与出件方式
采用弹性卸料装置卸料,刚性推件装置推件
3)模架的选用
选用中间导柱导向的滑动导向模架
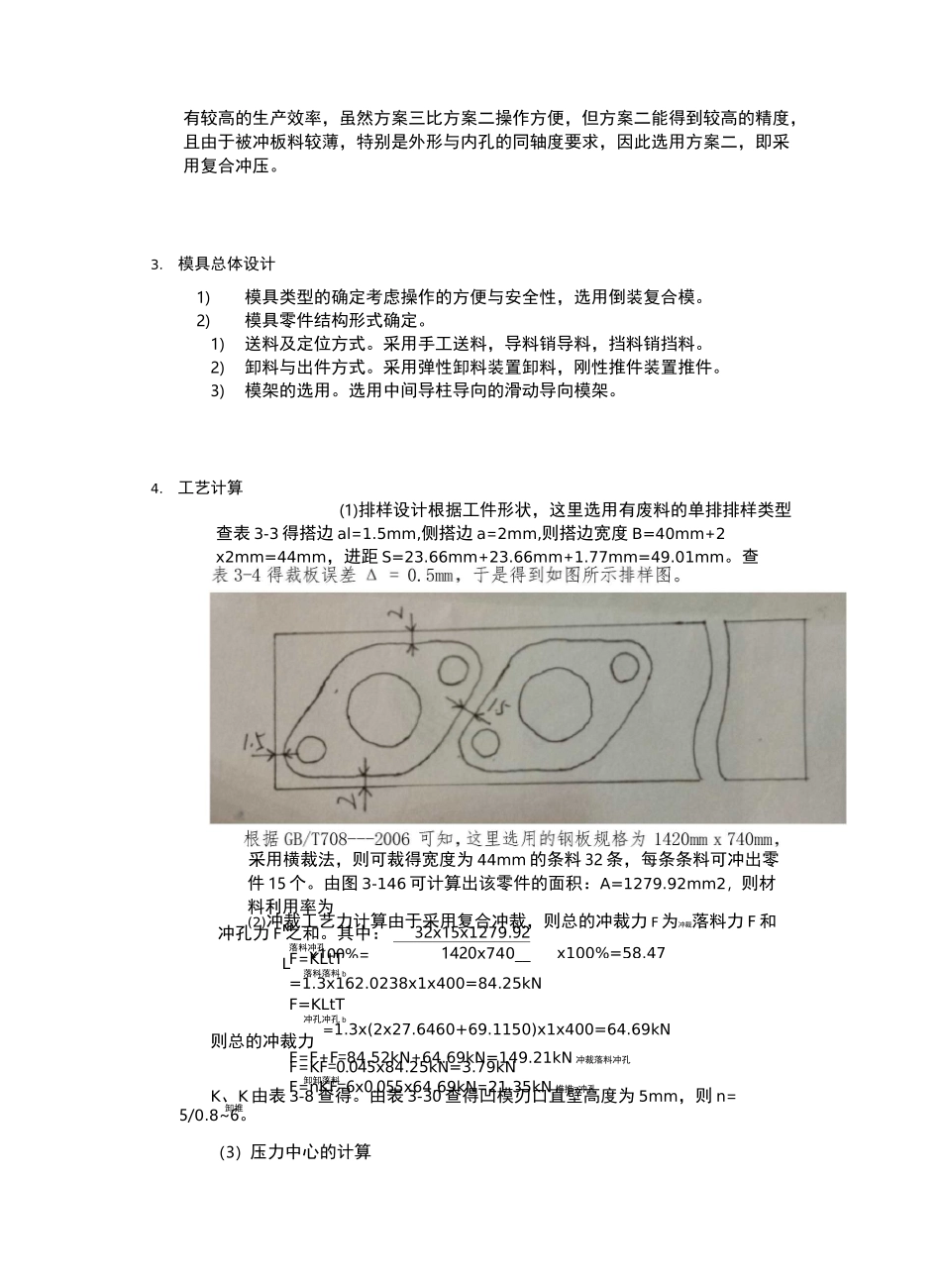
工艺计算(1)排样设计根据工件形状,这里选用有废料的单排排样类型查表 3-3 得搭边 al=1
5mm,侧搭边 a=2mm,则搭边宽度 B=40mm+2x2mm=44mm,进距 S=23
66mm+23
66mm+1
77mm=49
查采用横裁法,则可裁得宽度为 44mm