DTY 生产工艺及参数设定DTY 是有 POY(预取向丝)通过假捻而形成的,我们公司的 DTY 设备是 TMT 公司的 ATF-1500SZ 加弹机,加弹机是由拉伸变形区、定型区、卷绕区所组成的
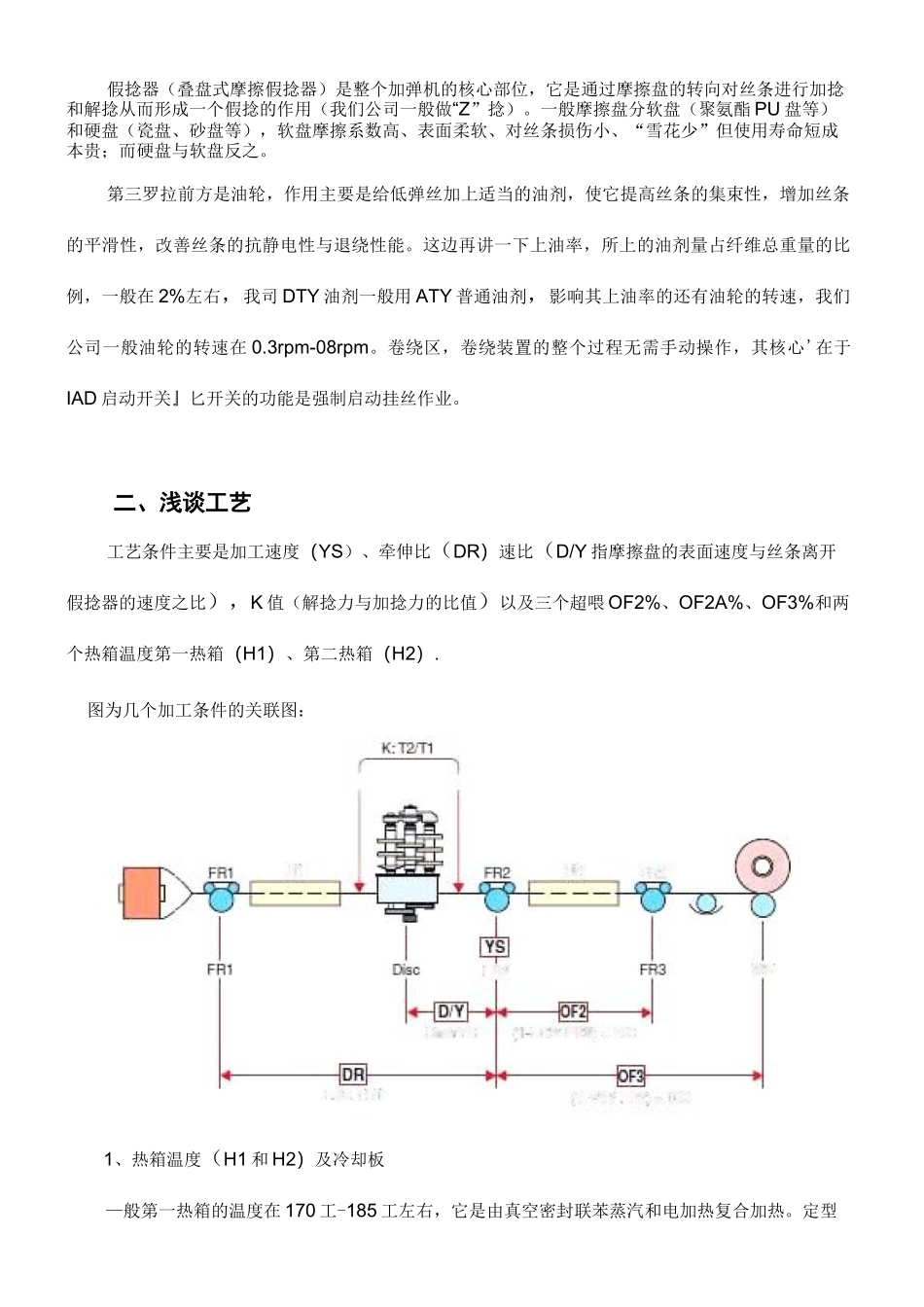
整个流程是:原丝架-切丝器-第一罗拉(FR1)-生头杆导丝器-第一加热箱(H1)-冷却板-假捻器-力器-第二罗拉(FR2)-网络喷嘴-第二罗拉 A(FR2A)-第二加热箱(H2)-第三罗拉(FR3)-探丝器(感应器)-上油轮-卷绕成型装置
一、设备简述第一罗拉为喂入罗拉,其装置有两种组成方式
一个是喂丝罗拉和皮圈,另一个是喂丝罗拉和皮辊,皮圈的优点接触面积大、握持力大、可减少轴承磨损,其缺点是易损坏
而皮辊的优点是耐磨且可多次使用,其缺点是握持力不足,须在辊上绕圈弥补
我司设备是由喂丝罗拉和皮辊组成的,在FR2 上必须绕两圈,在加工细旦时还需在 FR1 上绕两圈(移丝间距一般为 5-10mm)来弥补力不足
丝条通过第一罗拉到升头杆,升头杆顶部有个止捻器装置,作用是将丝条固定在第一热箱顶部,起到防止丝逃捻或回捻
第一热箱又叫变形热箱,它是接触式加热方式(与第二热箱不同),其作用是加热丝条呈塑化状态,更容易拉伸变形,它的温度越高蓬松性和卷曲性越好,染色变浅
其长度为 2
5m(加弹机分为两种型,“M”型和“V”型,我司的加弹机属于“M”型,而“V”型的长度为 2m)
它是由真空密封联苯蒸汽和电加热复合加热
定型区主要是第二热箱又叫定型热箱,是非接触型空气加热,它是由热媒加热的
第二罗拉 A 与第三罗拉之间的超喂比,即定型超喂,主要控制丝条在相对松驰状态定型
假捻器(叠盘式摩擦假捻器)是整个加弹机的核心部位,它是通过摩擦盘的转向对丝条进行加捻和解捻从而形成一个假捻的作用(我们公司一般做“Z”捻)
一般摩擦盘分软盘(聚氨酯 PU 盘等)和硬盘(瓷盘、砂盘等),软盘摩擦系数高、表面柔软、对丝