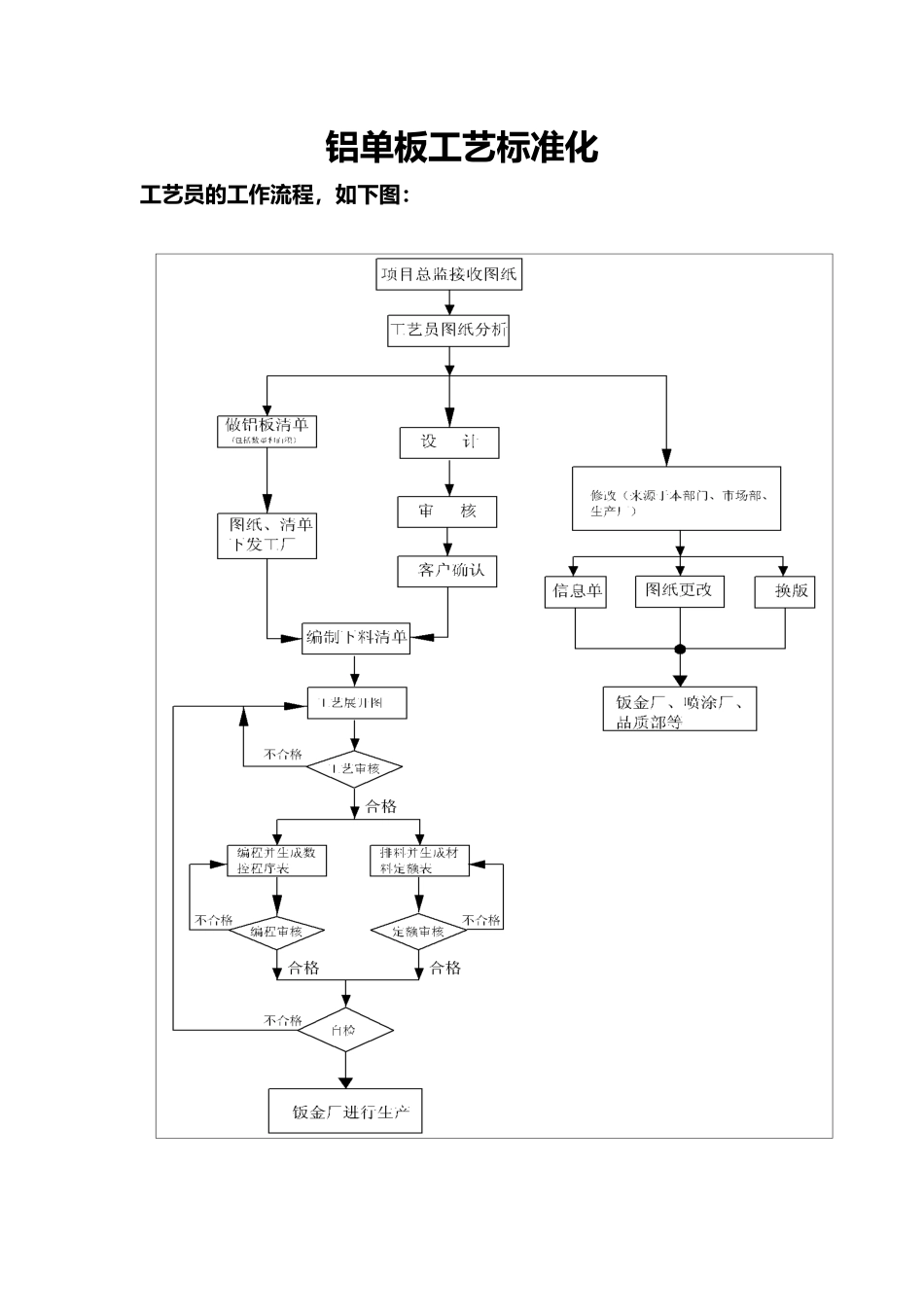
铝单板工艺标准化工艺员的工作流程,如下图:从表中可以看出,作为工艺人员,工作容主要可以分为两大块:1,下料单的制作:主要包含两个要素下料单和工时表
1、下料单的容包含该工程面积结算方式,颜色,板厚,面积 ,数量,板型
2、工时表容包含折弯刀数,铣槽长度,焊角个数,通长焊的长度,压弧的弧长,以与角码和加强筋、铆钉、种焊螺栓等一些常规的附件
对于常规附件的安装详见(二、加强筋,三、角铝)3、其他细节容参照下料单模板
2,工艺转化:包含四大步骤:1、 根据客户来图转化为工艺展开图(如图纸有疑问与技术部进行技术沟通)2 、对工艺展开图进行审核
3 、调图编程(用于多工位数控冲床下料)
4 、编制数控表
3, 将下料单以与数控表交予领导签字,最后下发到钣金厂进行生产
一、下料单编制在制作下料单时,应遵循以下几个标准:1、在一个下料单不能出现板厚,颜色不一致
2、计算面积时,应严格按合同执行,看合同是否扣折边,是否规定超宽板以与是否扣除缺口面积
3、在区分板型时,若合同有规定,应严格按合同执行,若合同无具体说明,则按我司企业标准(矩形板,L 形板,U 形板全为平板)
若有以下情况:焊接,铣槽,以与若 L 形板,U 形板开缺口(缺口有折边)时都按异形板处理
4、一个单面积不宜超过 1000 平方
若通长焊较多,则应控制在 600平方左右
5、焊接长度超过 50mm 时,按通长焊计算,否则算焊角
6、假如在将下料单下发到车间后有设计变更,或下料单信息更改则必须下发信息单到相关部门
7、在工艺更改需换料或原材料不合格需换料的情况下需要重新制作数控表的时候不能随意变更下料单号
二、加强筋1、加强筋规格铝板加强筋通常用的规格标准为 U20*30-2
0 型材,如图一所示
图 一 注:两侧壁厚度为 1
8mm,底部厚度为 1
加强筋上开 8*20 的长孔 从上表可看出此加强筋的抵抗距 W