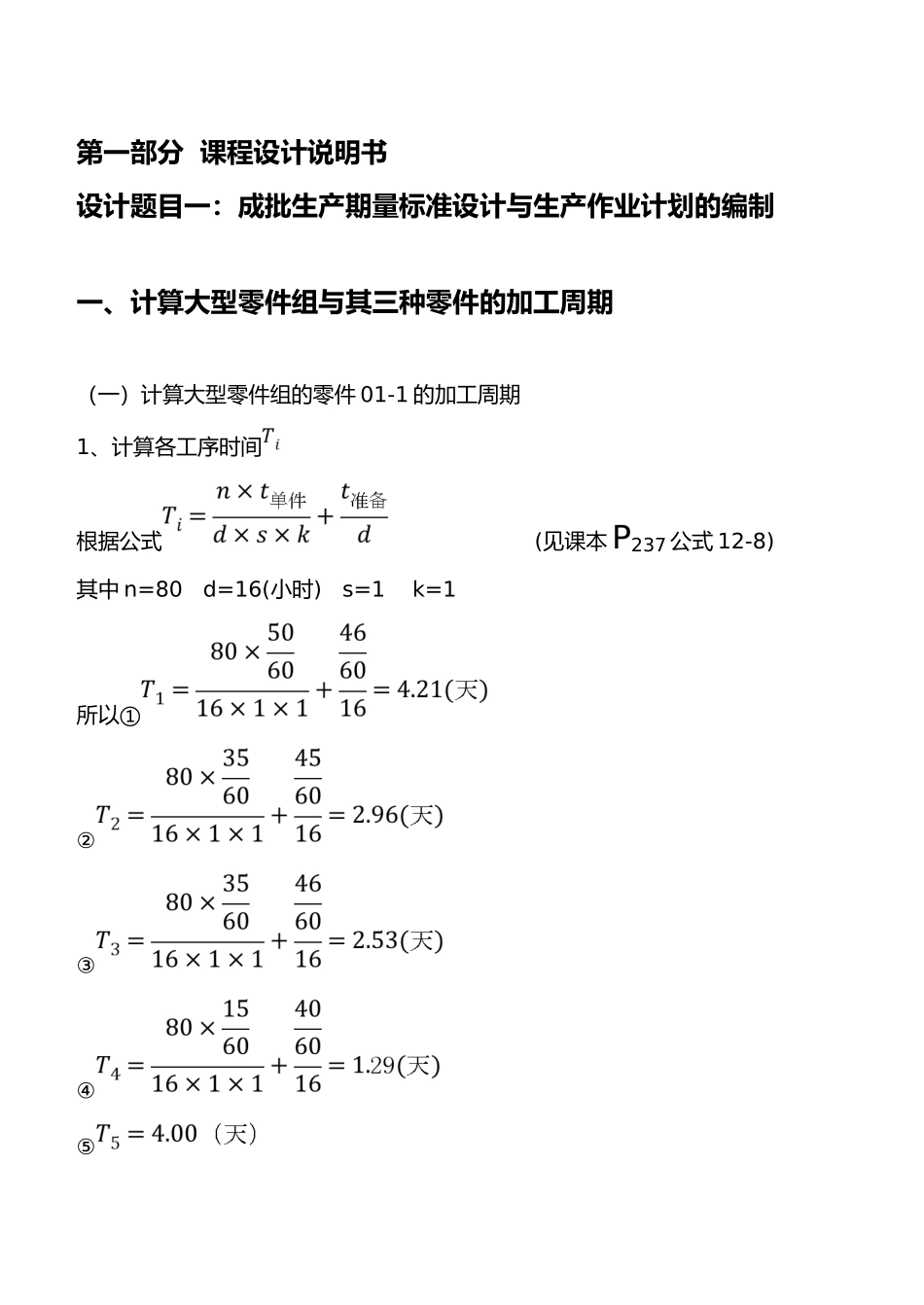
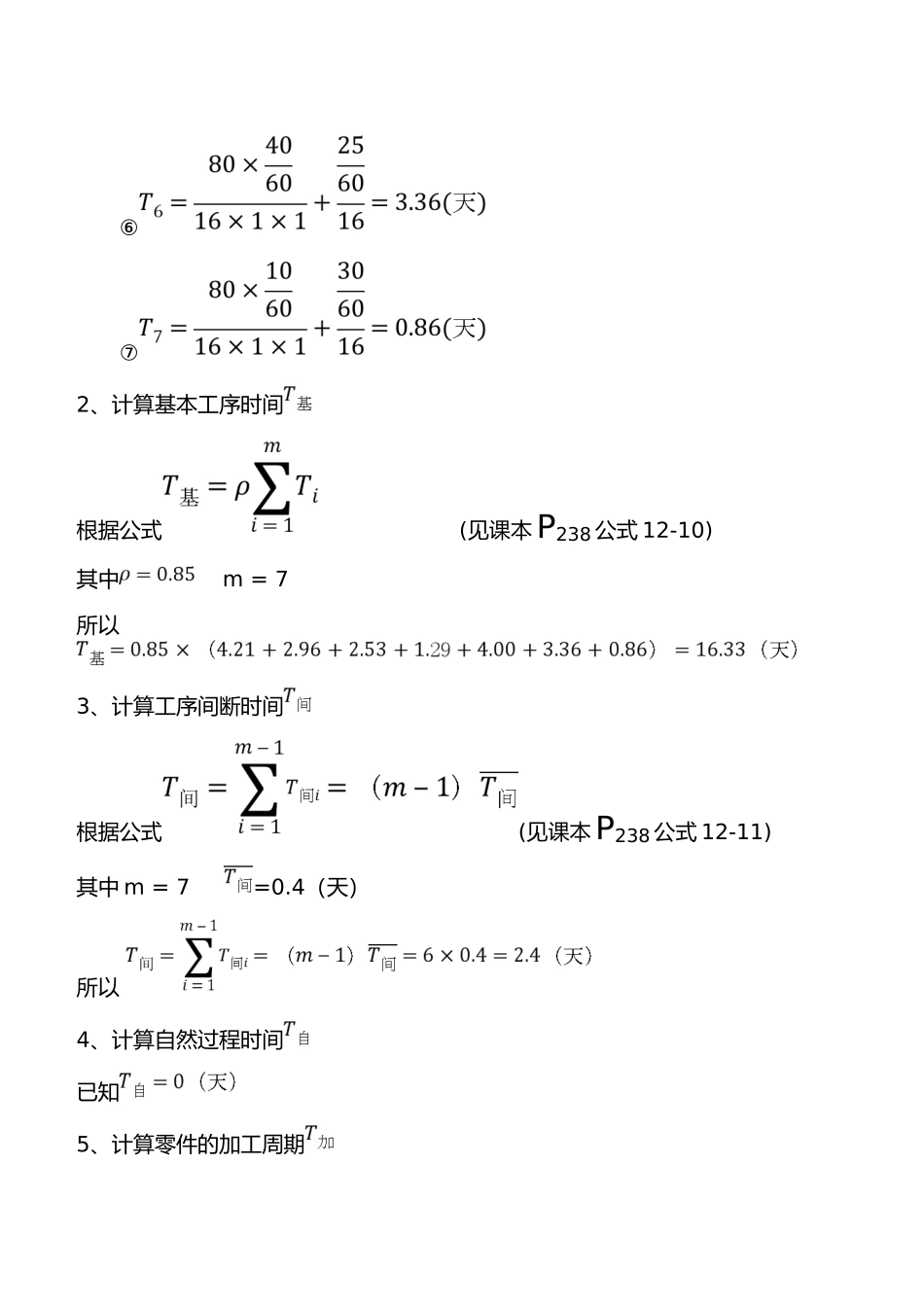
第一部分 课程设计说明书设计题目一:成批生产期量标准设计与生产作业计划的编制一、计算大型零件组与其三种零件的加工周期(一)计算大型零件组的零件 01-1 的加工周期1、计算各工序时间根据公式 (见课本P237 公式 12-8)其中 n=80 d=16(小时) s=1 k=1所以①②③④⑤⑥⑦2、计算基本工序时间根据公式 (见课本P238 公式 12-10)其中 m = 7所以 3、计算工序间断时间根据公式(见课本P238 公式 12-11)其中 m = 7 =0
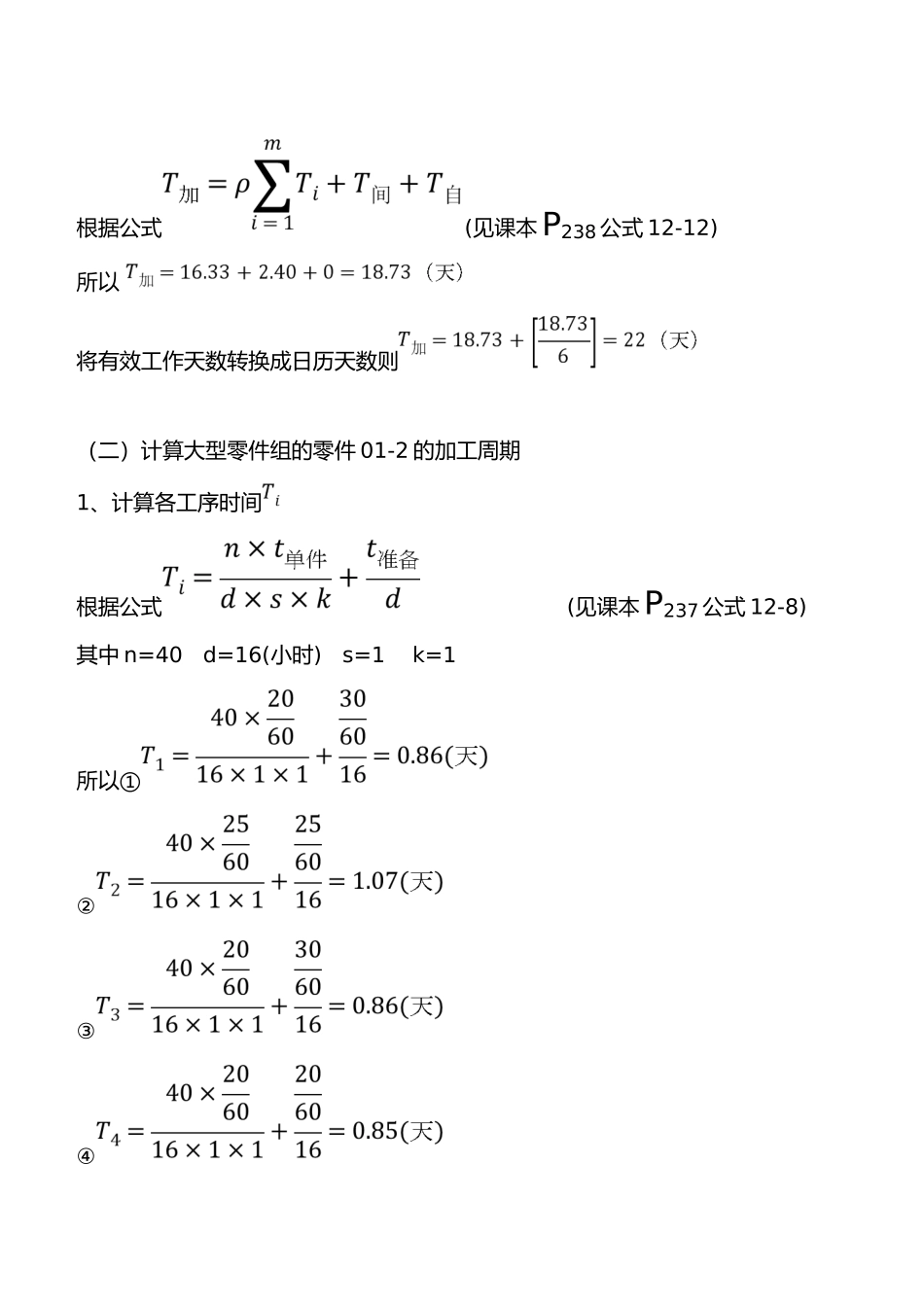
4(天)所以 4、计算自然过程时间已知5、计算零件的加工周期根据公式(见课本P238 公式 12-12)所以 将有效工作天数转换成日历天数则(二)计算大型零件组的零件 01-2 的加工周期1、计算各工序时间根据公式 (见课本P237 公式 12-8)其中 n=40 d=16(小时) s=1 k=1所以①②③④⑤2、计算基本工序时间根据公式 (见课本P238 公式 12-10)其中 m = 5所以 3、计算工序间断时间根据公式(见课本P238 公式 12-11)其中 m = 5 =0
4(天)所以 4、计算自然过程时间已知5、计算零件的加工周期根据公式(见课本P238 公式 12-12)所以 将有效工作天数转换成日历天数则(三)计算大型零件组的零件 01-3 的加工周期1、计算各工序时间根据公式 (见课本P237 公式 12-8)其中 n=40 d=16(小时) s=1 k=1所以①②③④2、计算基本工序时间根据公式 (见课本P238 公式 12-10)其中 m = 4所以 3、计算工序间断时间根据公式(见课本P238 公式 12-11)其中 m = 4 =0
4(天)所以 4、计算自然过程时间已知5、计算零件的加工周期根据公式(见课本P238 公式 12-12)所以 将有效工作天数转换成日历天数则(四)计算零件组的