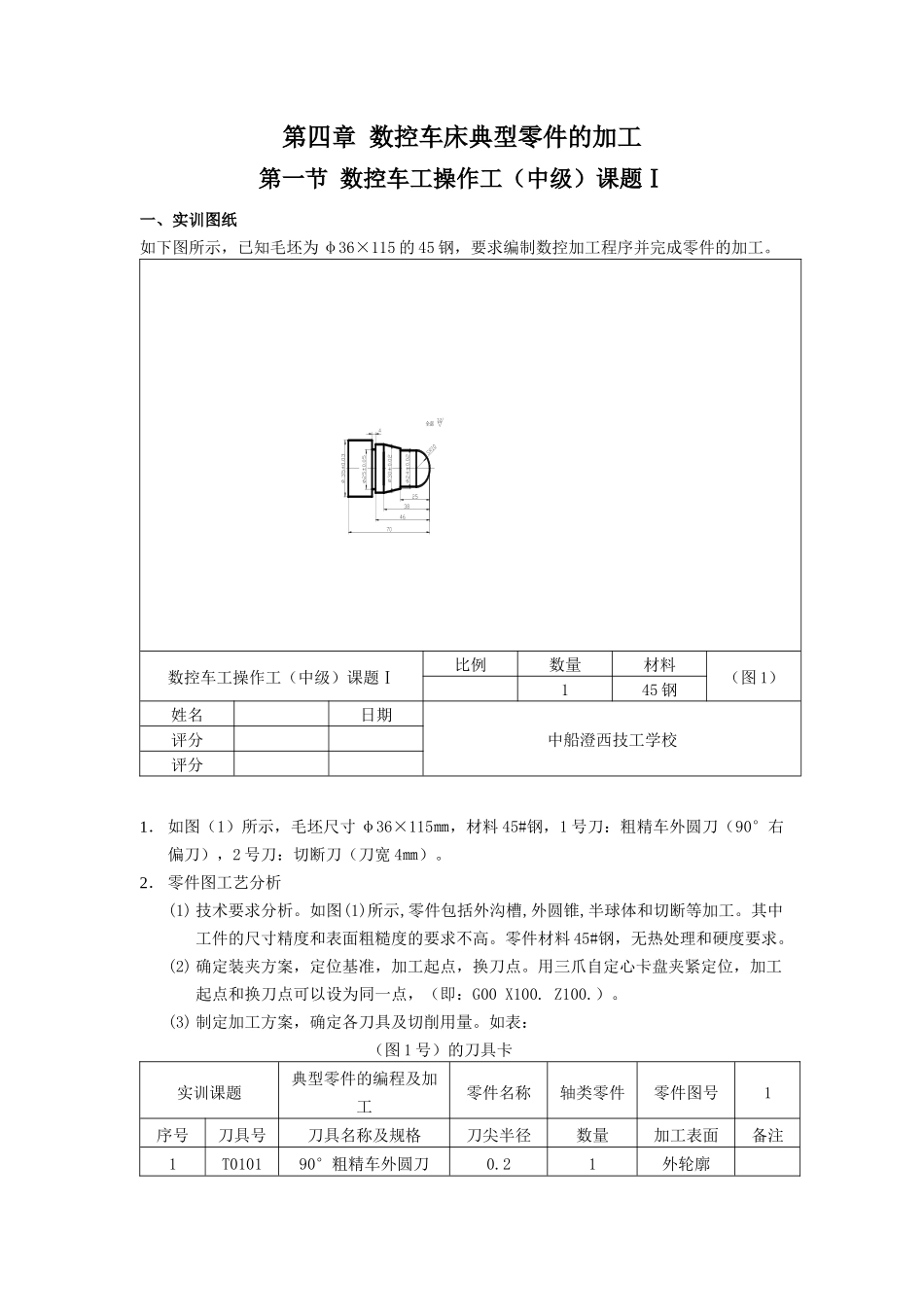
第四章 数控车床典型零件的加工第一节 数控车工操作工(中级)课题Ⅰ一、实训图纸如下图所示,已知毛坯为 φ36×115 的 45 钢,要求编制数控加工程序并完成零件的加工
数控车工操作工(中级)课题Ⅰ比例数量材料(图 1) 145 钢姓名日期中船澄西技工学校评分评分1. 如图(1)所示,毛坯尺寸 φ36×115㎜,材料 45#钢,1 号刀:粗精车外圆刀(90°右偏刀),2 号刀:切断刀(刀宽 4㎜)
2. 零件图工艺分析(1) 技术要求分析
如图(1)所示,零件包括外沟槽,外圆锥,半球体和切断等加工
其中工件的尺寸精度和表面粗糙度的要求不高
零件材料 45#钢,无热处理和硬度要求
(2) 确定装夹方案,定位基准,加工起点,换刀点
用三爪自定心卡盘夹紧定位,加工起点和换刀点可以设为同一点,(即:G00 X100
(3) 制定加工方案,确定各刀具及切削用量
如表:(图 1 号)的刀具卡实训课题典型零件的编程及加工零件名称轴类零件零件图号1序号刀具号刀具名称及规格刀尖半径数量加工表面备注1T010190°粗精车外圆刀0
21外轮廓全部2T0202切槽刀刀宽 4㎜1切槽左刀尖(图 1 号)的工序和操作清单材料45#零件图号13-4系统FANUC工序号120操作序号工步内容(走刀路线)G 功能T 刀具切削用量转速 Sr/min进给速度 Fmm/r切削深度 mm主程序 1夹住棒料一头,夹持长度 75㎜(手动操作),调用主程序 1 加工(1)加工工件端面G01T01016000
1(2)外轮廓粗加工G71T01016000
5(3)外轮廓精加工G70T010115000
5(4)车外沟槽G01T02026000
23.数值计算(1)设定程序原点,以工件前端面与轴线的交点为程序原点建立工件坐标系,当工件要调头车削时,也同样以前端面与轴线的交点为程序原点建立工件坐标