模具课程设计 饮料瓶瓶盖注射模设计一 塑料的工艺性分析 1
塑件的原材料分析 塑料的品种:PE(聚乙烯)
成型特征:结晶型塑料,吸湿性小,流动性较好,溢边值为 0
02mm 左右,流动性对压力变化敏感,加热时间长则易发生分解,冷却速度快,必须充分冷却
设计模具时要冷却料穴和冷却分流
收缩率大,方向明显,易变形,扭曲结晶度及模具冷却条件对收缩率影响大,应控制模温
易用变压注射,料温要均匀,否则会增加内应力,使收缩不均匀和方向性明显
塑料的尺寸精度分析 影响塑料制品的尺寸精度的主要因素是材料的收缩和模具的制造误差
查教材上表 2-11 得此材料的收缩率为 1
塑料制 品的公差也可通过教材上表 2-12 查得,塑料的精度等级选择 7 级精度
塑件的表面质量分析 塑件外表面要求粗糙度较低,表面光滑,内表面要求低点
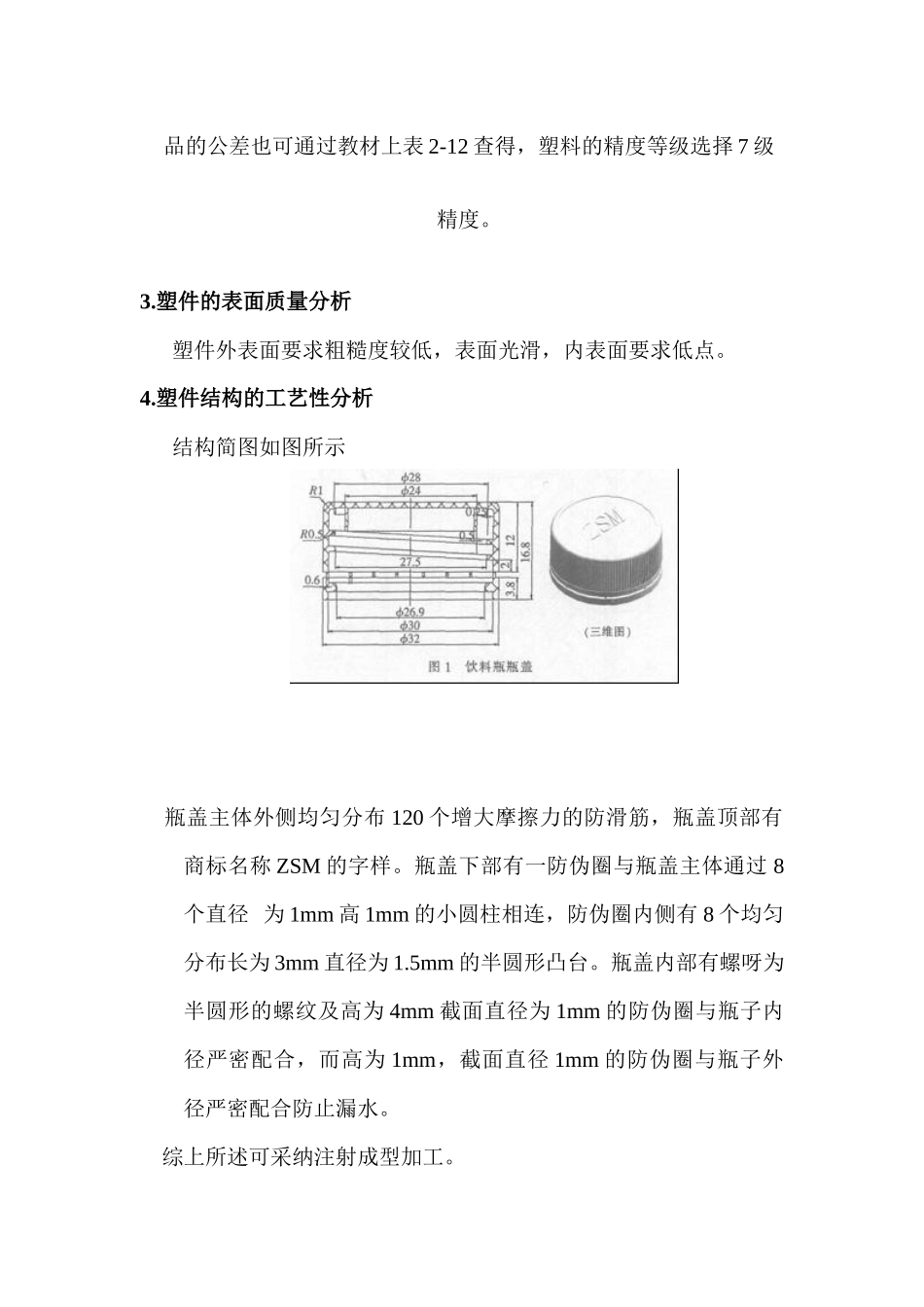
塑件结构的工艺性分析 结构简图如图所示 瓶盖主体外侧均匀分布 120 个增大摩擦力的防滑筋,瓶盖顶部有商标名称 ZSM 的字样
瓶盖下部有一防伪圈与瓶盖主体通过 8个直径 为 1mm 高 1mm 的小圆柱相连,防伪圈内侧有 8 个均匀分布长为 3mm 直径为 1
5mm 的半圆形凸台
瓶盖内部有螺呀为半圆形的螺纹及高为 4mm 截面直径为 1mm 的防伪圈与瓶子内径严密配合,而高为 1mm,截面直径 1mm 的防伪圈与瓶子外径严密配合防止漏水
综上所述可采纳注射成型加工
二 确定成型设备选择与模塑工艺规程编制1
计算塑件体积和质量 V=3
05 M=2
9g 选择注射机为 SZ-30 理论注射容积为 37,实际注射质量为 33g,螺杆直径为 26 mm ,塑化能力 3
6g/s,注射压力 170MPa 螺杆转速10~160r/min,螺杆行程 70 mm,锁模力为 320KN,拉杆有效间距,模板行程 110 mm,模具最小厚度 80 mm,模具