限工it 盂外 IEJ量规及量规设计在现代工业中,量测与检验已是十分普遍的工作项目
现场操作人员使用工作量规,品管检查人员合用检验量规检查成品,量规校正人员则参考量规来校正以上两种量规的准确性
量规若依其构造与功能来区分,可以分成(1)固定量规、(2)指示量规、(3)组合量规等三大类
固定量规是最常使用的一种,此类量规多为标准品,由制造厂商大量生产,但有些时候工具设计人员为了某项特别的产品,也需要自行高等简单的量规使用
指示量规十分复杂,可以批示出工件偏离基准尺寸的范围程度,而且可据此判定工件合格与否
组合量规则可以同时度量并检查工件数各部位的尺寸是否合与规定范围,外形复杂,价钱亦高
由可知,量规并不具有量测工件尺寸的能力,它只能用来检验工件是否合与标准,与一般可量测尺寸的量具是不相同的
量规简介量的种类很多,按照功能区分,可分成固定量规、指示量规与组合量规三大类,简介如后
固定量规固定量规可以再区分成固定标准量规与固定极限量规二种
固定标准量规主要是作为校准确使用,是一些测量仪器的参考标准
而固定极限量规是用来检查工件是否在规定的极限尺寸之内,也是最常使用的检验量规
以下主要讨论着重在固定极限量规,固定标准量规则只有简单介绍
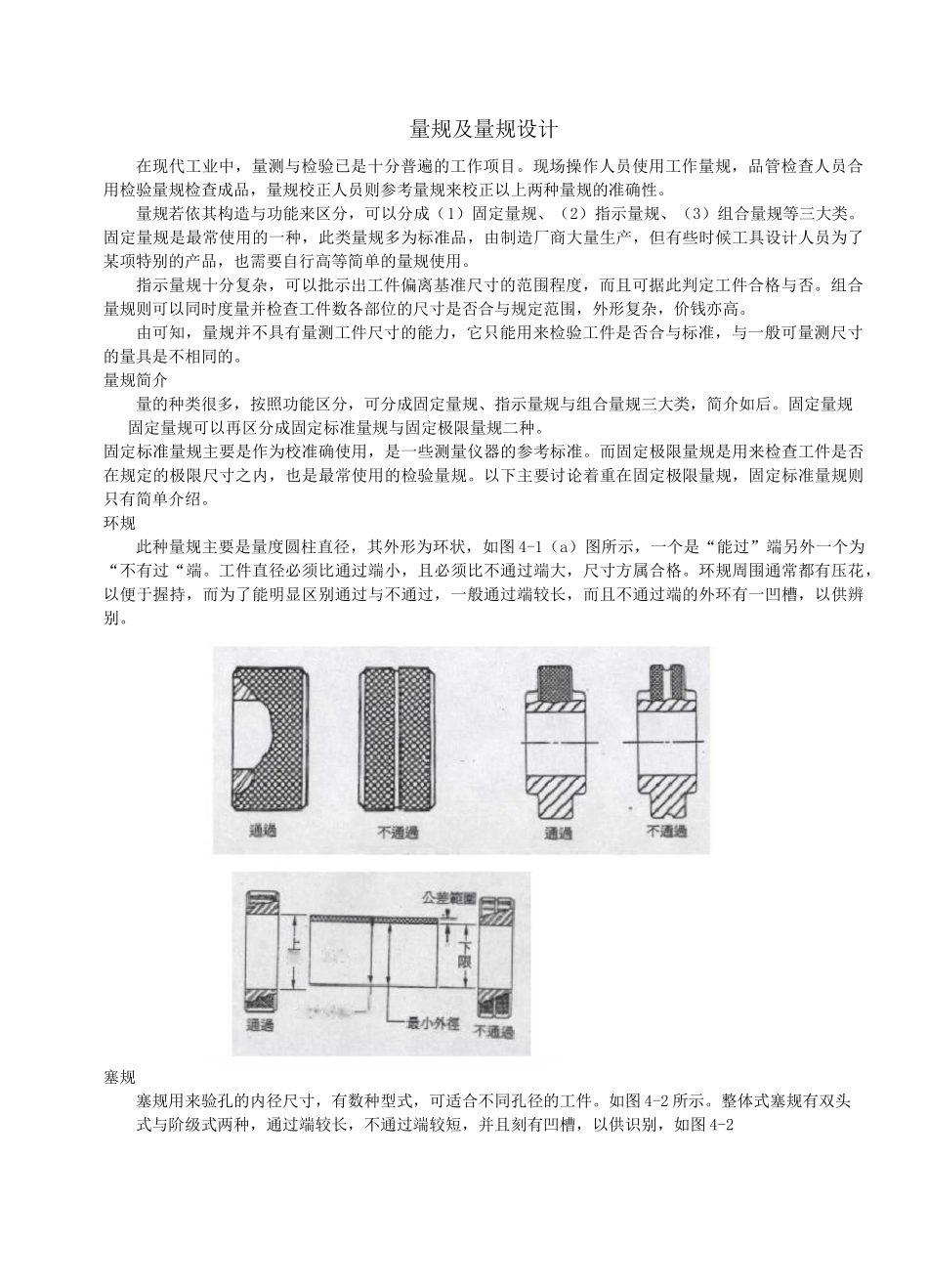
环规此种量规主要是量度圆柱直径,其外形为环状,如图 4-1(a)图所示,一个是“能过”端另外一个为“不有过“端
工件直径必须比通过端小,且必须比不通过端大,尺寸方属合格
环规周围通常都有压花,以便于握持,而为了能明显区别通过与不通过,一般通过端较长,而且不通过端的外环有一凹槽,以供辨别
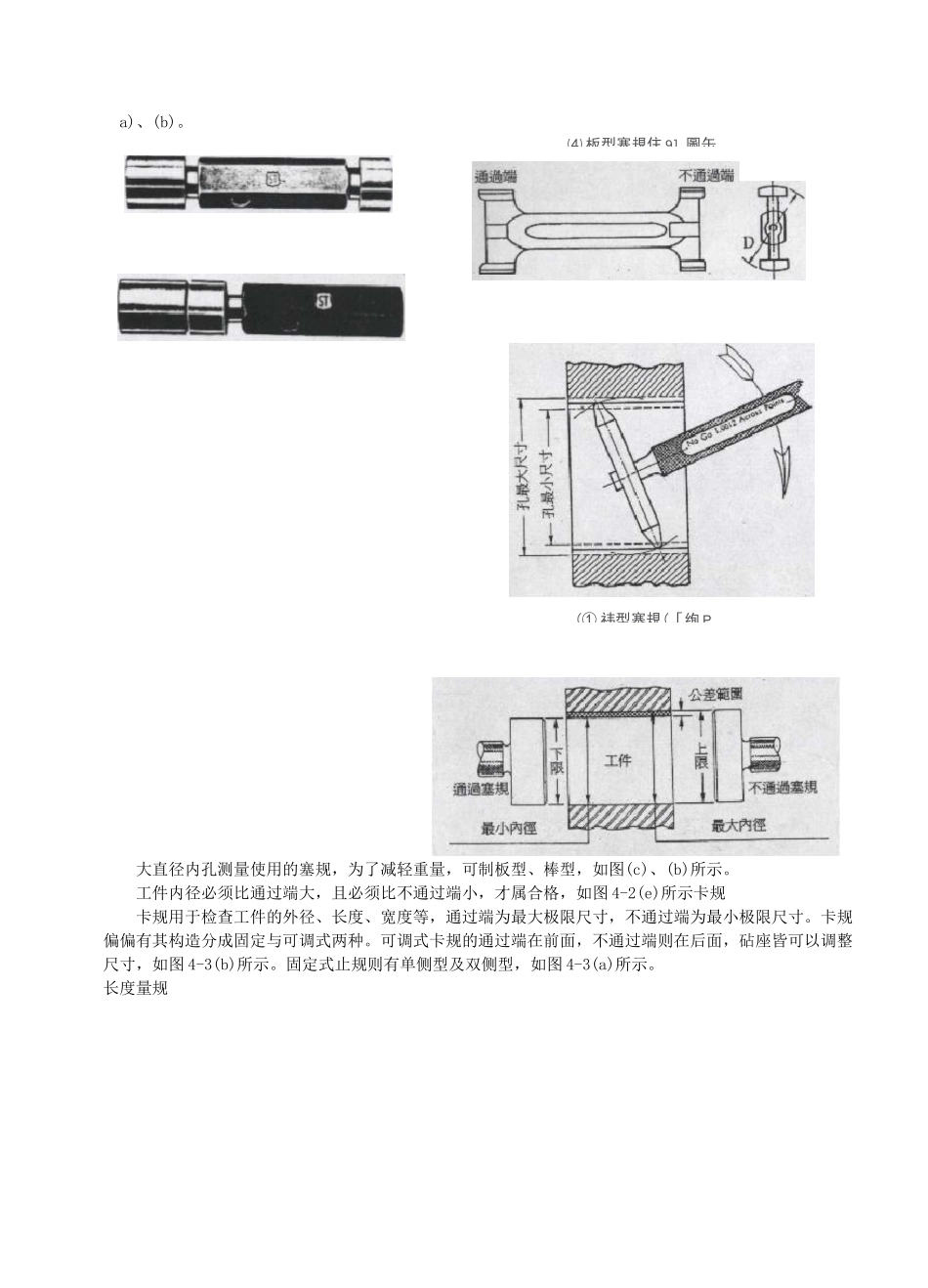
塞规塞规用来验孔的内径尺寸,有数种型式,可适合不同孔径的工件
如图 4-2 所示
整体式塞规有双头式与阶级式两种,通过端较长,不通过端较短,并且刻有凹槽,以供识别,如图 4-2a)、(b)
大直径内孔测量使用的塞规,为了减轻重量,可制板型、棒型,如图(c)、(b)所示