超声波无损检测方案及工作分解1、检测依据GB50205-2001 钢结构工程施工质量验收规范GB/T29712-2013 焊缝无损检测超声波检测验收等级GB/T11345-2013 焊缝无损检测超声波检测技术、检测等级和评定2、主要检测仪器设备仪器、探头、试块及耦合剂选择:2
1检测仪器选用南通探神数字式 TS-2007L 超声波探伤仪
2探头选择:斜探头,探头折射角在 35°〜70
之间,换算成 K 值为 0
7〜2・7,探测频率 2〜5MHz 根据工件厚度适当选择
3试块选择:试块使用 CSK-IB 和 RB-1 试块
根据实际检测中需求选择适当的试块
4耦合剂使用机油或浆糊
3、检测工件的要求及检测比例3
1检测工件探头移动区表面应平滑,无焊接飞溅、铁屑、油污及其他外部杂质
探头移动区表面的不平整度,不应引起探头和工件的接触间隙超过0
5mm 工件检测时温度应在 0〜60C
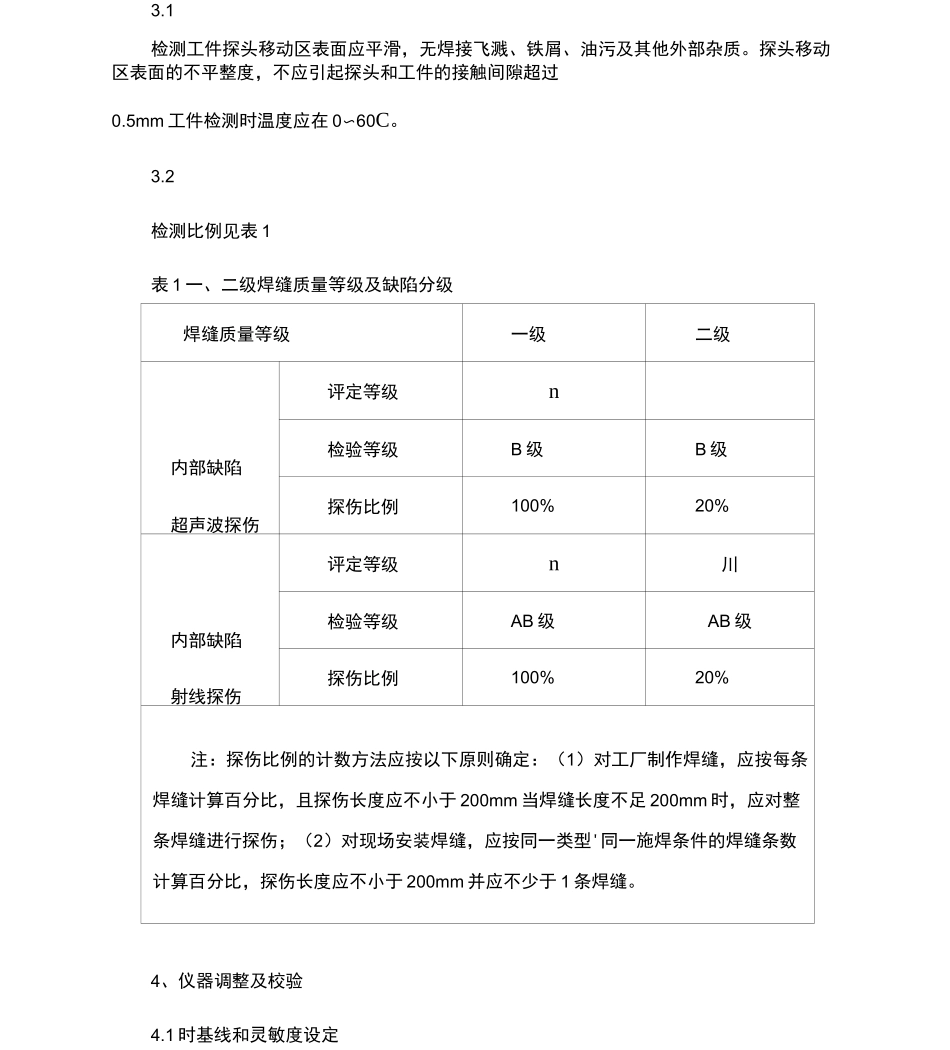
2检测比例见表 1表 1 一、二级焊缝质量等级及缺陷分级焊缝质量等级一级二级内部缺陷超声波探伤评定等级n检验等级B 级B 级探伤比例100%20%内部缺陷射线探伤评定等级n川检验等级AB 级AB 级探伤比例100%20%注:探伤比例的计数方法应按以下原则确定:(1)对工厂制作焊缝,应按每条焊缝计算百分比,且探伤长度应不小于 200mm 当焊缝长度不足 200mm 时,应对整条焊缝进行探伤;(2)对现场安装焊缝,应按同一类型'同一施焊条件的焊缝条数计算百分比,探伤长度应不小于 200mm 并应不少于 1 条焊缝
4、仪器调整及校验4
1 时基线和灵敏度设定时基线和灵敏度设定时的温度与焊缝检测时的温度之差不应超过 15C
检测过程中至少 4 小时或检测结束时,应对时基线和灵敏度设定进行效验如果在检测过程中发现偏离,应按表 2 要求进行修正
表 2 灵敏度和时基线修正灵敏度1偏