StandardOperationalProcedure波峰焊机操作保养管理规范文件编号:JY-S0P-ENG-038拟定:道胡军日期:版本:A/3审核:日期:制定部门:工程部批准:日期:文件修订记录修订日期修订者版本页次说明2011-06-23李芳军A/011首次发行2012-03-11道胡军A/18更改:1•修改 5
2 增加内容
2 •修改 5
2 增加内容3 •修改 5
3 增加内容2012-04-13李芳军A/2更改:4•修改 5
1 修改及增加参数修改内容5 •修改 5
2 修改测温板选点内容6 •修改 5
4 修改测温板选点内容2012-4-27李芳军A/3更改:合并表格厶姣会签部门会签人/日期会签部门会签人/日期1
目的建立波峰焊锡炉作业规范,做为操作人员的作业依据,以达到作业质量一致之目的
范围适用于本公司波峰焊机操作及保养
职责工程部:制作波峰焊锡炉作业规范并监督规范的实施生产部:依循波峰焊机作业规范进行日常的基本作业品质部:监督、稽查波峰焊设备的日常基本作业
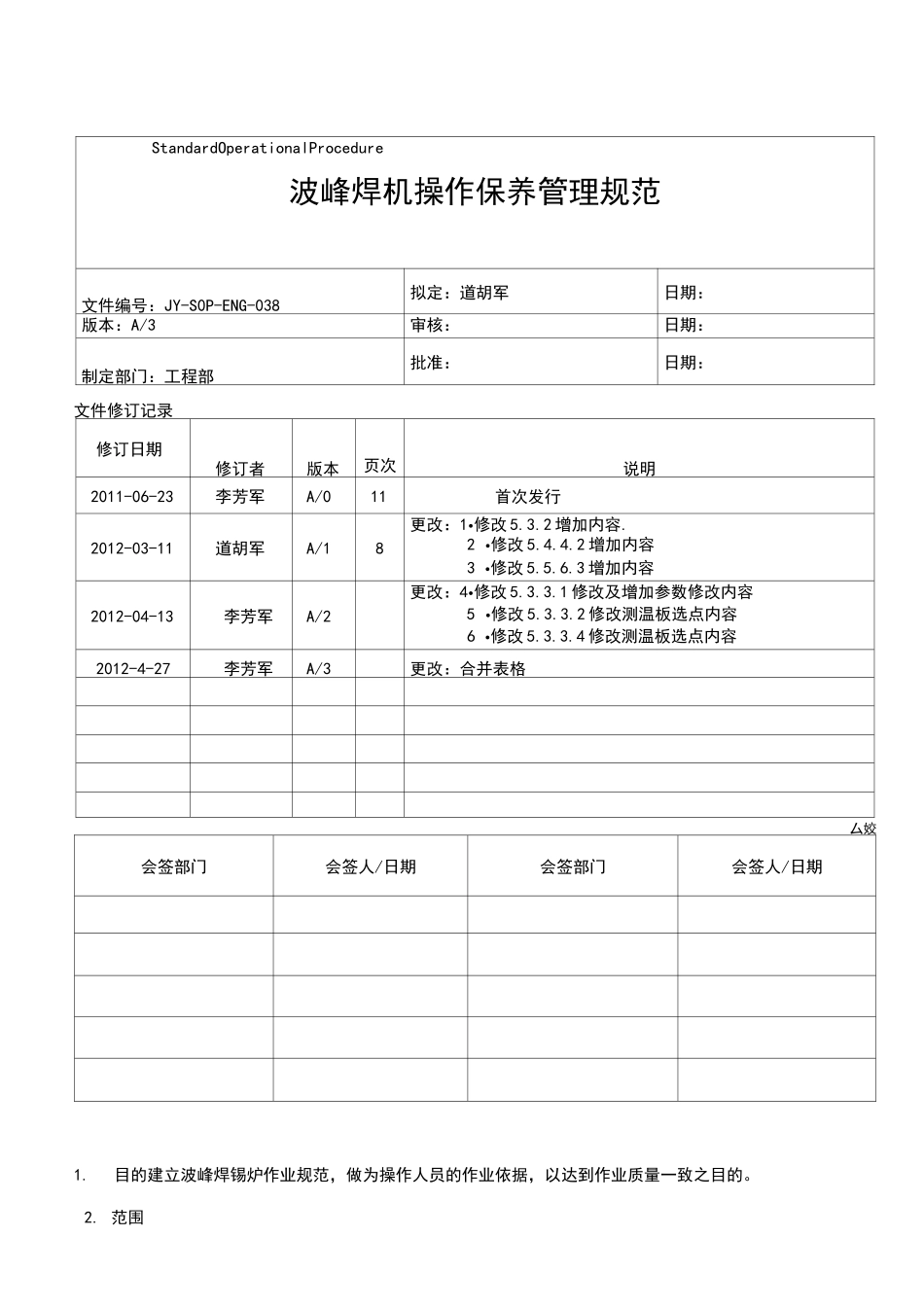
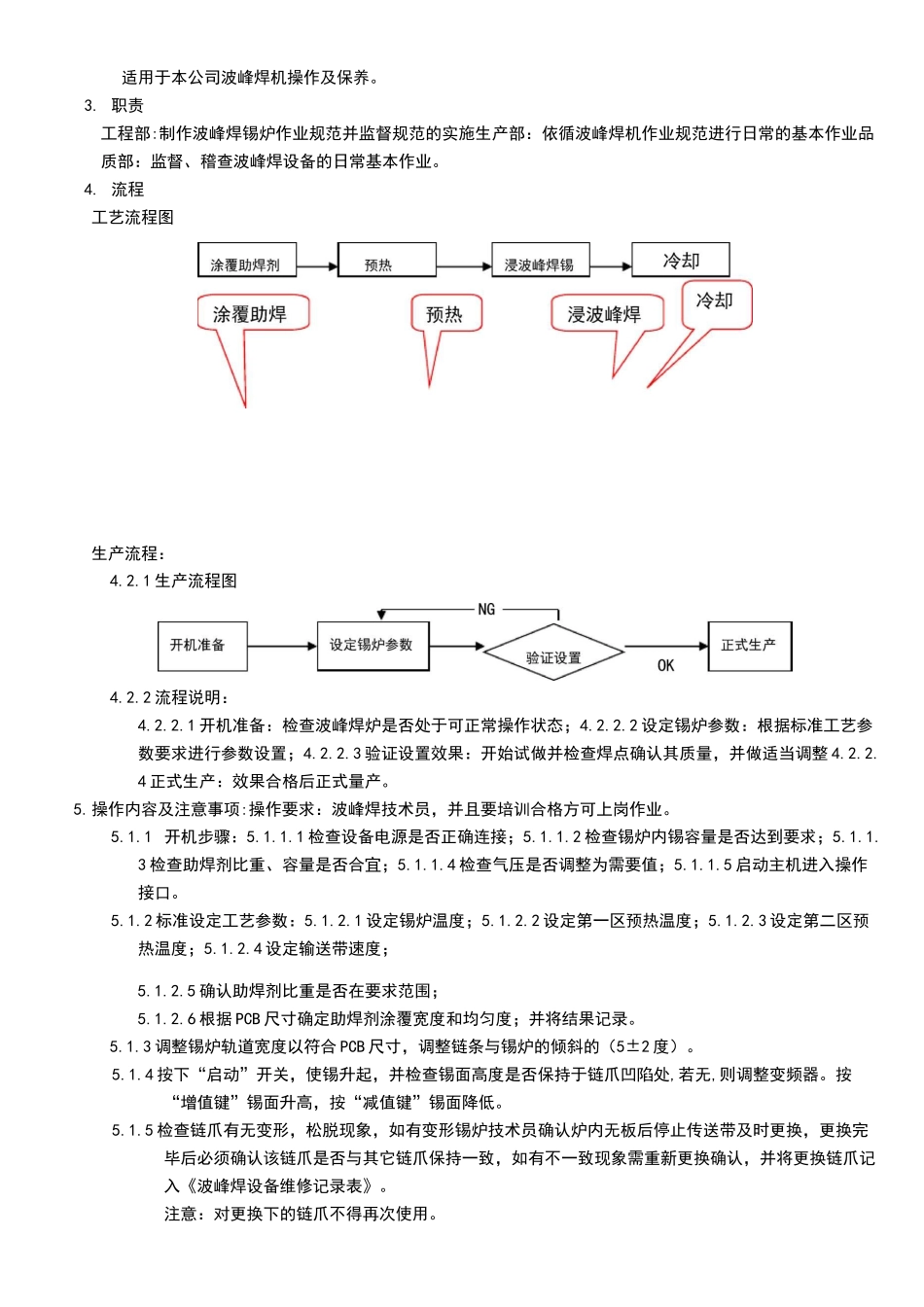
流程工艺流程图生产流程:4
1 生产流程图4
2 流程说明:4
1 开机准备:检查波峰焊炉是否处于可正常操作状态;4
2 设定锡炉参数:根据标准工艺参数要求进行参数设置;4
3 验证设置效果:开始试做并检查焊点确认其质量,并做适当调整 4
4 正式生产:效果合格后正式量产
操作内容及注意事项:操作要求:波峰焊技术员,并且要培训合格方可上岗作业
1 开机步骤:5
1 检查设备电源是否正确连接;5
2 检查锡炉内锡容量是否达到要求;5
3 检查助焊剂比重、容量是否合宜;5
4 检查气压是否调整为需要值;5
5 启动主机进入操作接口