2003-05-10 实施sws上海外高桥造船有限公司企业标准Q/SWS42-022-2003手工电弧焊焊接工艺规范2003-04-25 发布上海外高桥造船有限公司发布本规范为公司新编制企业标准
是根据公司的生产实际经验并参照有关船厂企业标准编制而成
本规范代替 G16-SWS005《船体手工电弧焊通用工艺》
本规范发布时,G16-SWS005《船体手工电弧焊通用工艺》同时作废
本规范由上海外高桥造船有限公司提出;本规范由设计部归口
本规范起草部门:设计部
本规范主要起草(编制):陈国权标检:徐玉珍审核:孙嘉钧本规范由总工程师南大庆批准
手工电弧焊焊接工艺规范1 范围本规范规定了船体手工电弧焊焊接前准备、人员、工艺要求和过程及检验
本规范适用于采用低碳钢、低合金钢制造的船体构件的焊接
对特殊钢材,结构刚性较大以及有特殊要求时,均应另行制定专门焊接工艺规程
2 规范性引用文件G16-SWS004 焊接材料保管要求Q/SWS42-010-2003 焊缝返修通用工艺规范3 焊接前准备3
1 焊接材料选配原则3
1 选用的焊接材料应具有相应船检证书
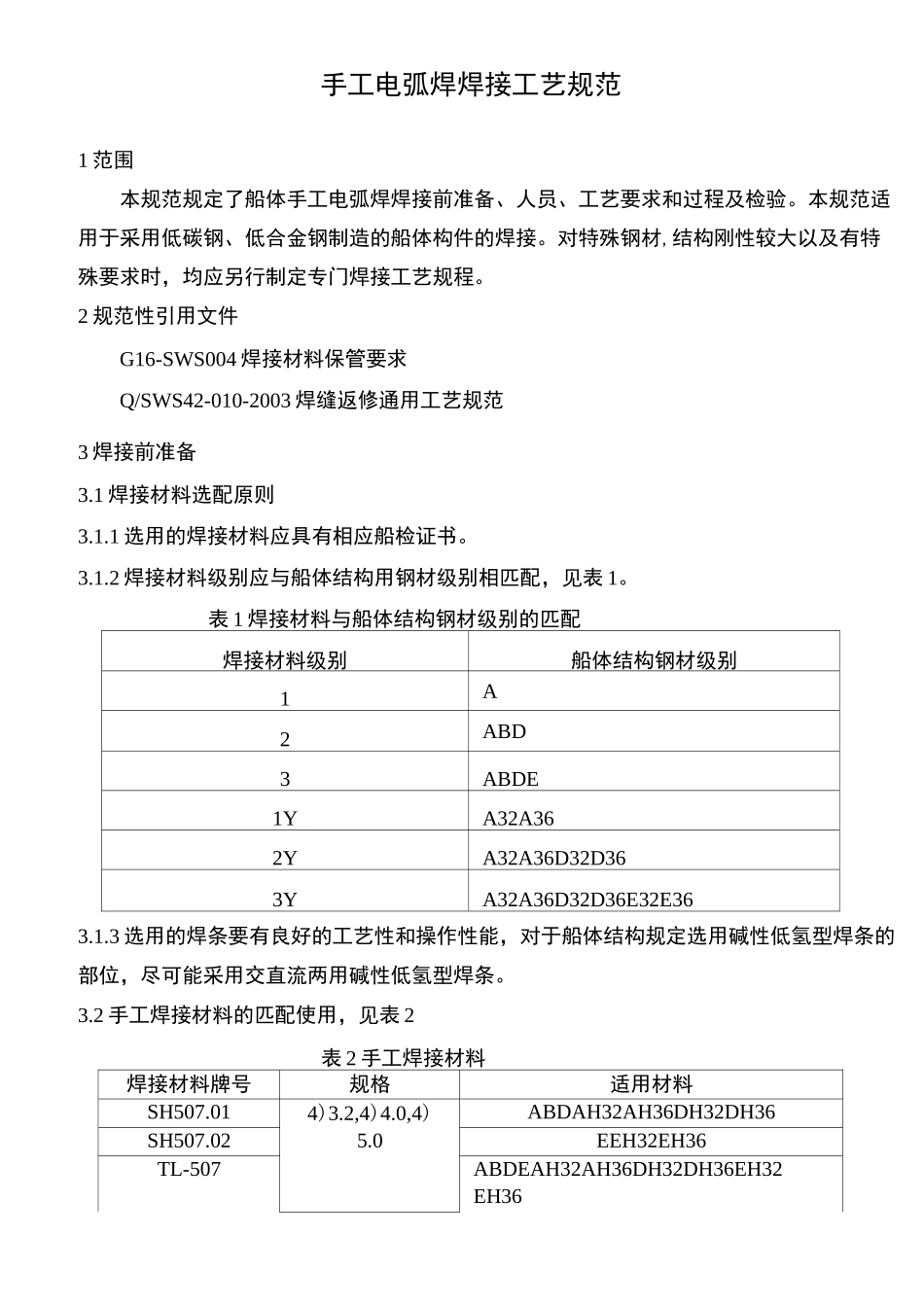
2 焊接材料级别应与船体结构用钢材级别相匹配,见表 1
表 1 焊接材料与船体结构钢材级别的匹配焊接材料级别船体结构钢材级别1A2ABD3ABDE1YA32A362YA32A36D32D363YA32A36D32D36E32E363
3 选用的焊条要有良好的工艺性和操作性能,对于船体结构规定选用碱性低氢型焊条的部位,尽可能采用交直流两用碱性低氢型焊条
2 手工焊接材料的匹配使用,见表 2表 2 手工焊接材料焊接材料牌号规格适用材料SH507
0ABDAH32AH36DH32DH36SH507
02EEH32EH36TL-507ABDEAH32AH36DH32DH36EH32EH36