一、水泵泵轴跳动标准 1)轴颈的锥度与椭圆度不大于轴径的 1/2000
但最大不得超过 0
05mm,且表面不得有刮痕
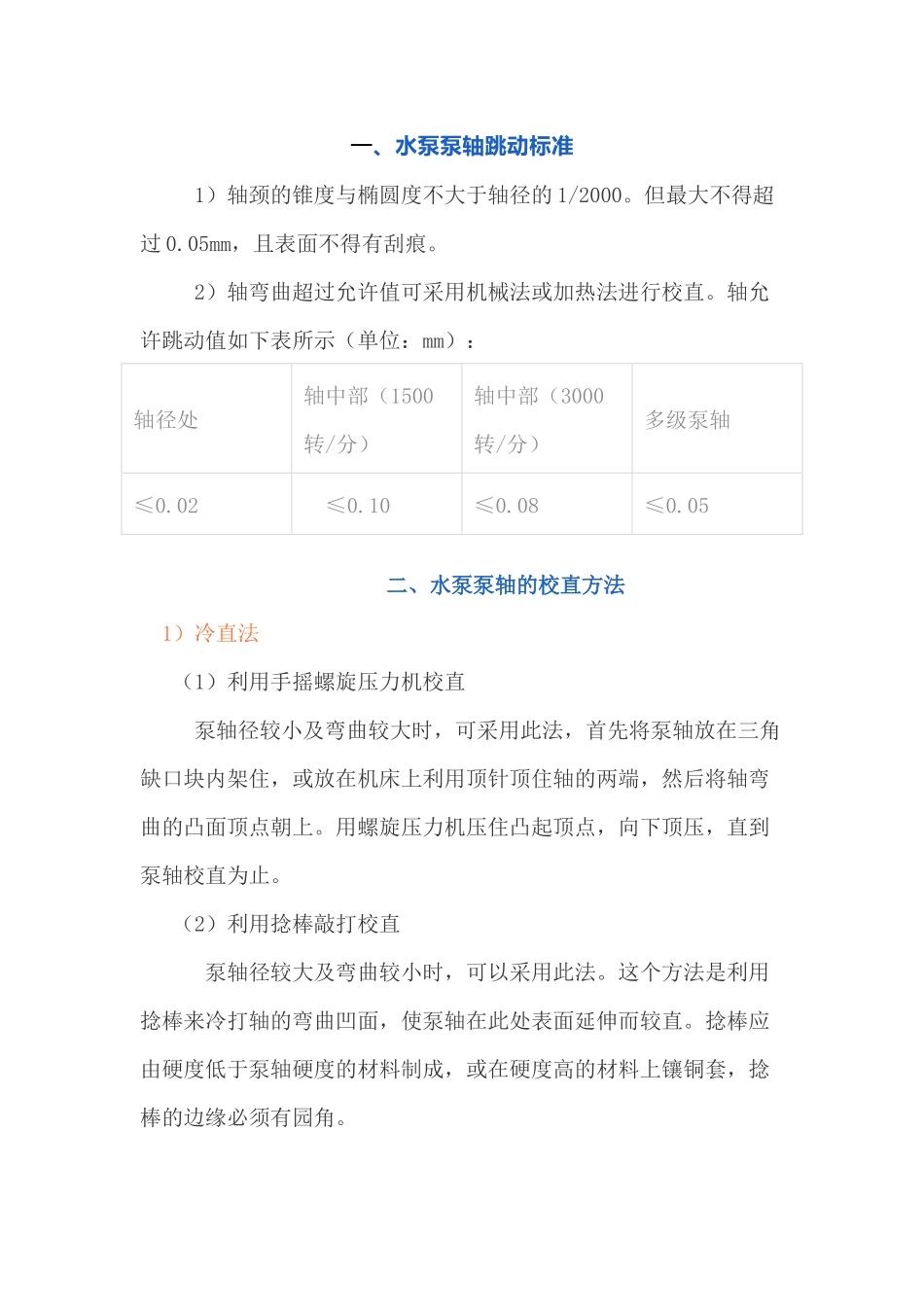
2)轴弯曲超过允许值可采用机械法或加热法进行校直
轴允许跳动值如下表所示(单位:mm): 轴径处轴中部(1500转/分)轴中部(3000转/分)多级泵轴 ≤0
05 二、水泵泵轴的校直方法 1)冷直法 (1)利用手摇螺旋压力机校直 泵轴径较小及弯曲较大时,可采用此法,首先将泵轴放在三角缺口块内架住,或放在机床上利用顶针顶住轴的两端,然后将轴弯曲的凸面顶点朝上
用螺旋压力机压住凸起顶点,向下顶压,直到泵轴校直为止
(2)利用捻棒敲打校直 泵轴径较大及弯曲较小时,可以采用此法
这个方法是利用捻棒来冷打轴的弯曲凹面,使泵轴在此处表面延伸而较直
捻棒应由硬度低于泵轴硬度的材料制成,或在硬度高的材料上镶铜套,捻棒的边缘必须有园角
在校直泵轴时,将泵轴的凹面朝上,并支持住最大弯曲的凸面顶点
在两端用拉紧装置向下加压,然后利用 1-2 公斤重的锤子敲打捻棒,使泵轴的凹面材料受敲打而延伸
捻打时,先自最低凹面中央进行敲打,逐渐移向两侧,并沿圆周三分之一的弧面上进行,但越往中央敲打密度应当越大
泵轴的校直量与敲打次数通常成正比
注意最初敲打时,泵轴校直较快,以后较慢
敲打时应注意掌握捻棒,勿损伤泵轴的表面
(3)用螺旋千斤顶较 当泵轴的弯曲量不大时(为轴长的 1%以下),可以在冷态下用螺旋千斤顶较直
在矫直时,考虑到泵轴的回弹,要过矫一些,才能保证矫正后的泵轴比较正直
这种方法的精度可达到每米0
(4)用钢丝绳矫直 2)局部加热法 将弯曲的凸面朝上,在周围用石棉布包扎,然后用喷灯或气焊急热
加热温度约比材料临界温度低 100℃左右
急热后,由于金属产生塑性变形,使其表面长度缩短,在冷却后虽有所拉伸,但已不能恢