立式圆筒形钢制焊接储罐检查及验收7 检查及验收7
1 焊缝的外观检查7
1 焊缝应进行外观检查,检查前应将熔渣、飞溅清理干净
2 焊缝表面质量应符合下列规定:1 焊缝表面及热影响区,不得有裂纹、气孔、夹渣、弧坑和未焊满等缺陷
2 对接焊缝的咬边深度,不应大于 0
5mm;咬边的连续长度,不应大于 100mm;焊缝两侧咬边的总长度,不应超过该焊缝长度的 10%;罐壁钢板的最低标准屈服强度大于 390MPa 或厚度大于 25mm 的低合金钢的底圈壁板纵缝不应存在咬边
3 边缘板的厚度大于或等于 10mm 时,底圈壁板与边缘板的 T形接头罐内角焊缝靠罐底一侧的边缘,应平缓过渡,且不应有咬边;T 形接头焊脚尺寸应符合设计文件规定
4 罐壁纵向对接焊缝不得有低于母材表面的凹陷;罐壁环向对接焊缝和罐底对接焊缝低于母材表面的凹陷深度,不得大于0
5mm;凹陷的连续长度,不得大于 100mm;凹陷的总长度,不得大于该焊缝长度的 10%
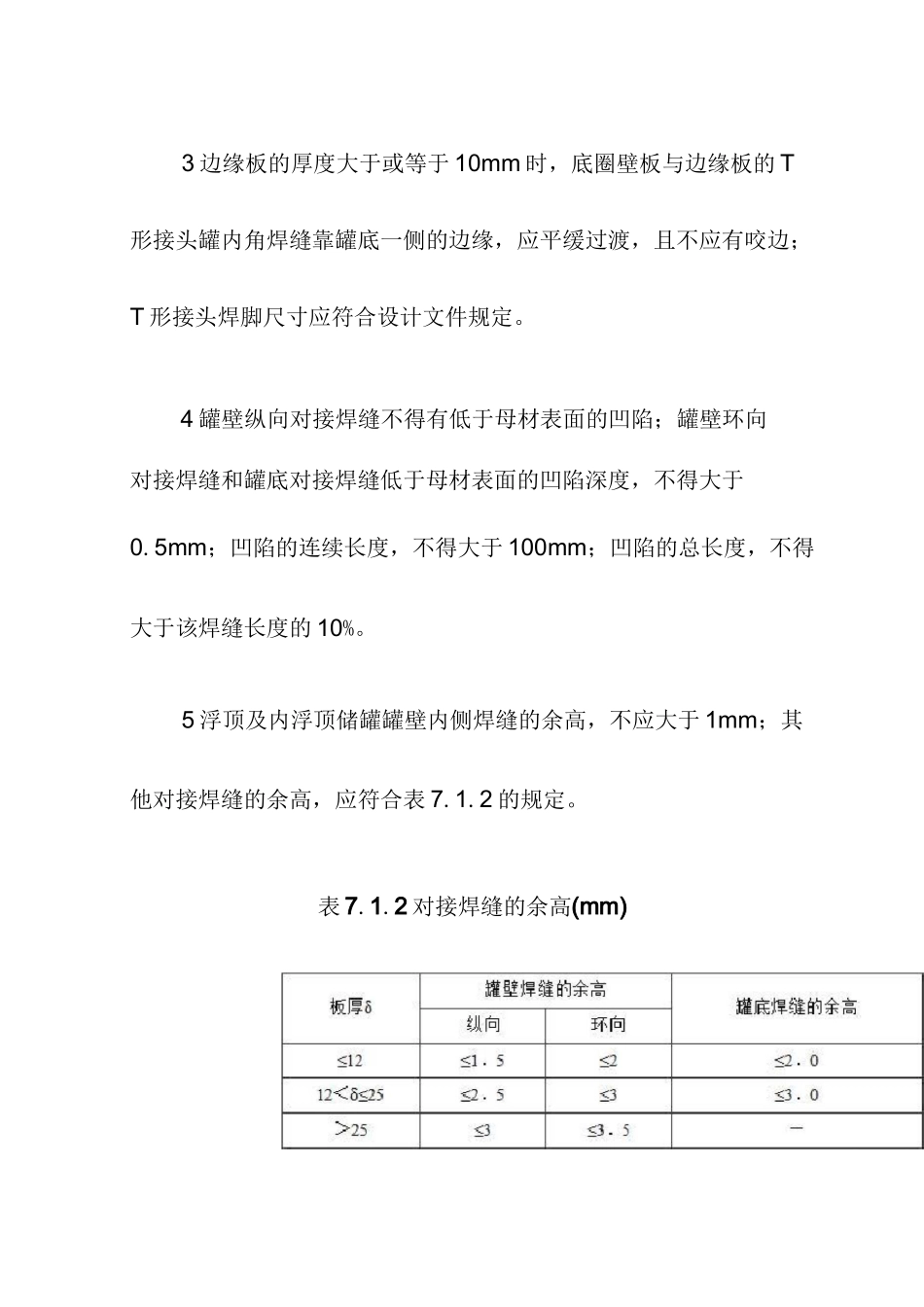
5 浮顶及内浮顶储罐罐壁内侧焊缝的余高,不应大于 1mm;其他对接焊缝的余高,应符合表 7
2 对接焊缝的余高(mm)6 对接接头的错边量应符合本规范第 5
2 条第 4 款的规定
7 罐壁钢板的最低标准屈服强度大于 390MPa 时,其表面的焊疤应在磨平后进行渗透检测或磁粉检测,无裂纹、夹渣和气孔为合格
2 焊缝无损检测及严密性试验7
1 从事储罐无损检测的人员,应按《特种设备无损检测人员考核与监督管理规则》进行考核,并取得国家质量监督检验检疫总局统一颁发的证件,方能从事相应的无损检测工作
2 罐壁钢板的最低标准屈服强度大于 390MPa 时,焊接完毕后应至少经过 24h 后再进行无损检测
3 罐底的焊缝检查应符合下列规定:1 所有焊缝应采用真空箱法进行严密性试验,试验负压值不得低于 53