双表找正法一 采纳两块百分表分别测定连轴节径向与轴向得找正情况
在使用该法对联轴节进行找正得操作中,一般分两步进行
第一步就是用钢板尺与塞尺进行初步找正
即用钢板尺在连轴节外圆面得不同轴向位置上进行靠测,利用透光法检查两联轴节得同心度情况
并用塞尺测定两联轴节对口间隙情况,以确保联轴节两端面得平行度及一定得间隙值
第二步采纳两块百分分表进行精找,即由两块表分别鉴定轴向与径向得调整值,直至确保合格为止
二、在采纳“二表找正法”时应注意① 由于一般连轴节得外圆加工得光洁度较差,不利于找正时百分表环向移动
所以常在联轴节外圆环面上取上、下、左、右各相隔 90 度得测点位置,测点距靠背轮边缘约 10~15毫米并将各测点做好记号以供复用
在实际测定时常需多次测定以达到更合适得找正数据
除了以上找正时单轮转动方法以外,现在常用双轮同时转动得方法 ,即使联轴节组同时旋转,并分别测定四个位置上得数据
这种方法得优点就是:测点得百分表触头基本上只作很有限得位移,对测定结果得准确度就是有利得
② 对测出数值应进行复核,复核得方法就是将联轴节再向前转动,核对各位置得测量数值不应有变动;若有变动,则可能就是找正架安装固定不牢、百分表固定不牢、轴有窜动等原因;查明情况,重新测量;所测数值上+下应该等于左+右;假如不相等,钳工称之为丢数,也应查明原因,消除后重新测量
③ 对于联轴节外缘比较宽得要考虑采纳得百分表支架要有适当得刚性与稳定性
百分表在主轮上得固定要可靠,在使用磁力表座时也可以采纳包箍等方法来固定百分表架
④ 在测量过程中,使百分表首先位于上方垂直得位置 0°把百分表指针调至零位,为使测量有一定范围,一般让表处于量程得一半位置
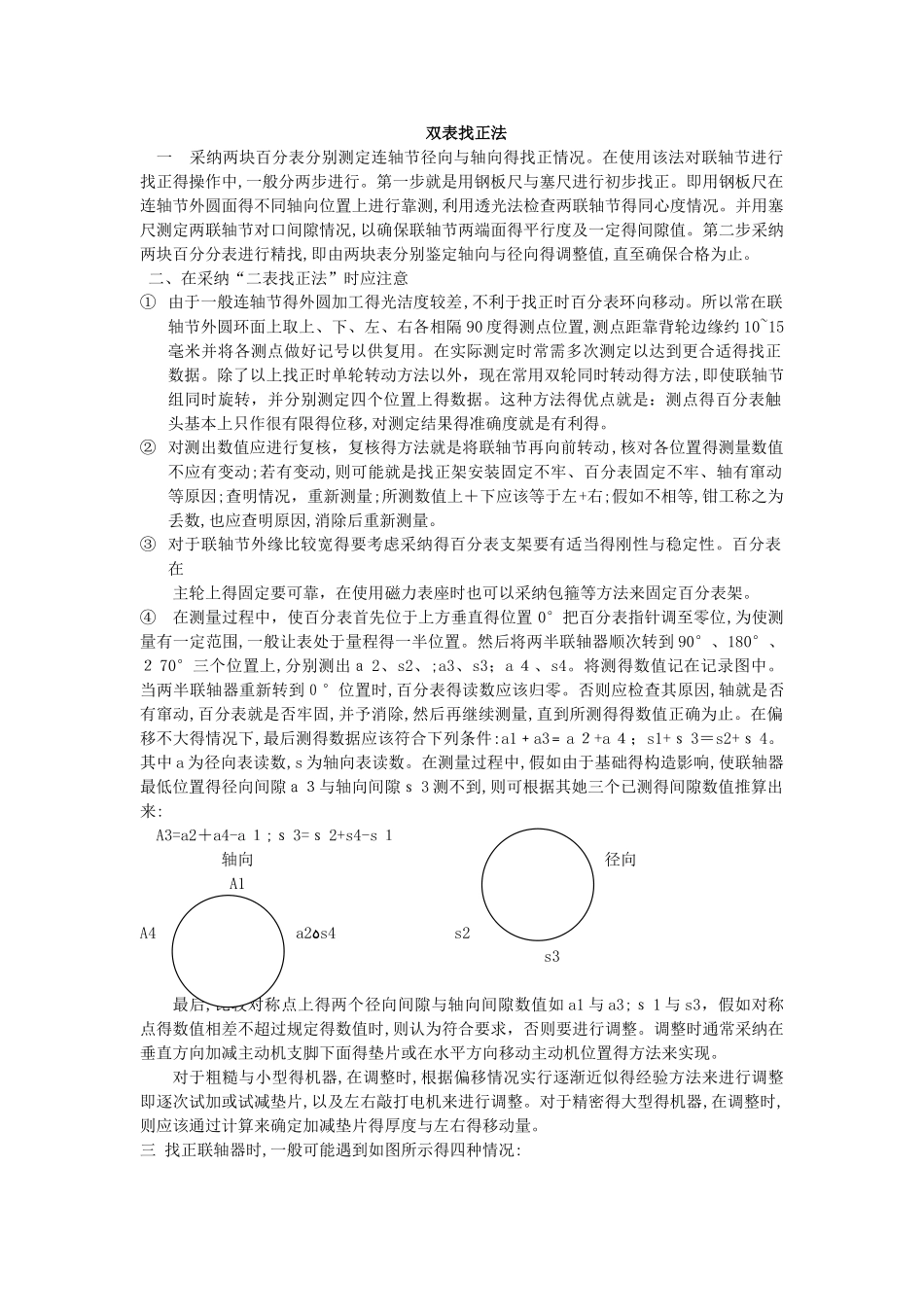
然后将两半联轴器顺次转到 90°、180°、2 70°三个位置上,分别测出a 2、s2、;a3、s3;a 4、s4
将测得数值记在记录图中
当两半联轴器重新转到0°