JIANGDONG SHIPYARDMARINE TECHNOLOGY STOCK CO
LTD江东船舶技术股份有限企业FAX/TEL: 0086-/0086- E-MAIL 1 / 6WEIGHT 重量PAGE 页数船 号 SCALE 比例ECHO SOUNDER WELDING PROCEDUREDATE 日期REVISION OR APPROVAL BASISQUANTITYEDITION MARKREVISERAPPROVAL图 号: 57000t散货船多 用 途 船生产设计 WORKING DESIGNDATE底 图 总 号旧 底 图 总 号SC4241-101-01JSVERIFIED 会签DESIGNED 编制CHECKED 校对APPROVED 审核CHECKED OF STA
标检垂直气电自动焊专用焊接工艺CLASS 船级社 : Germanischer LloydBUILDER: 船 厂 :Jiangdong S/Y 江东船厂1 概述1
1 本工艺重要针对大合拢垂直接头采纳垂直气电焊而编制,规定了CO2 气电垂直自动焊焊接前准备、人员、工艺规定、工艺过程旳及检查,焊接施工时应严格按此工艺执行
2 本垂直气电自动焊工艺合用于板厚 10~25mm,倾斜度在 75°~90°向上立对接接缝焊接,旳旳尤其是对我厂目前高强度钢板状况焊旳接接头间隙和坡口角度不得有超过此范围现象,严格按此工艺进行
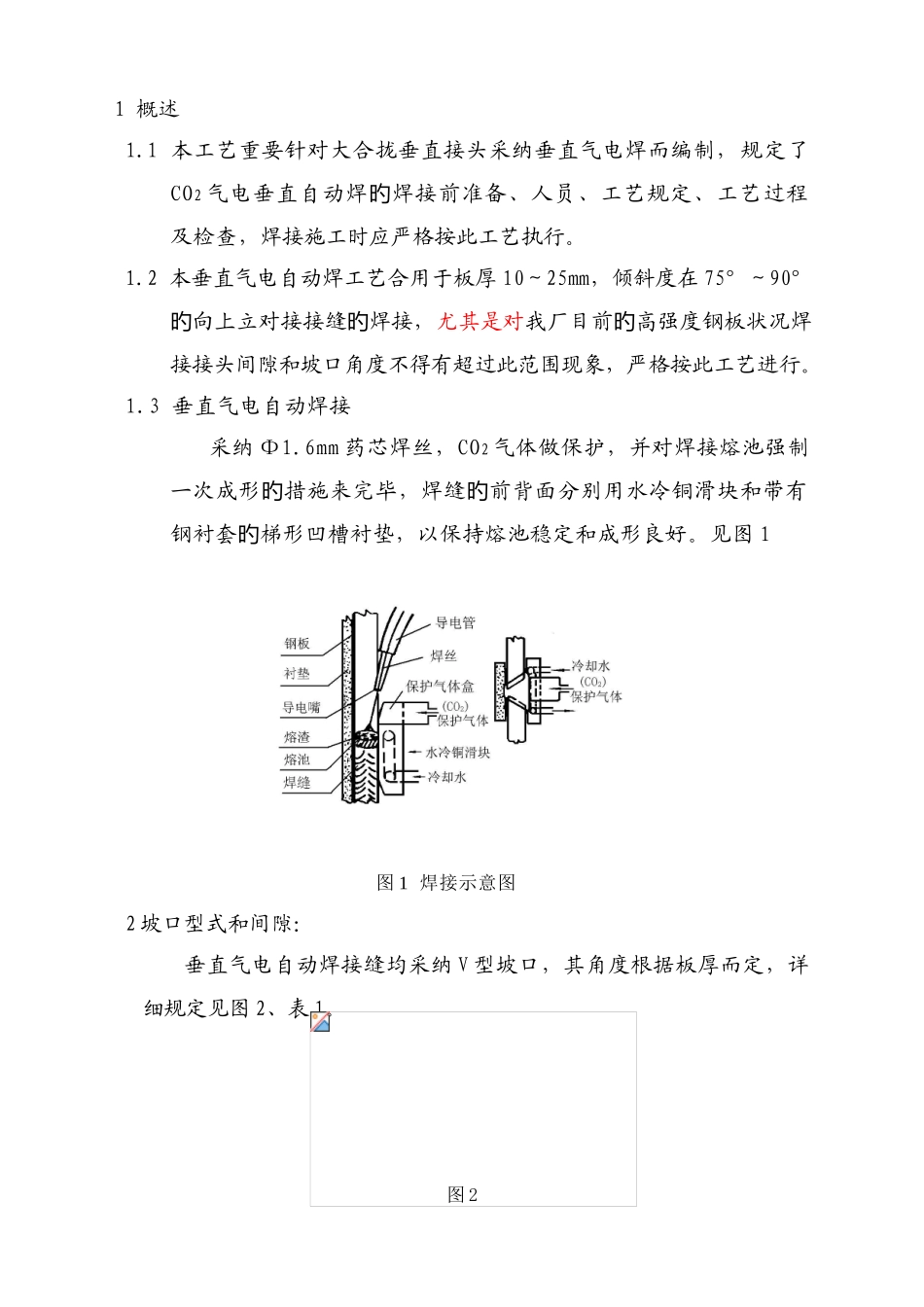
3 垂直气电自动焊接采纳 Φ1
6mm 药芯焊丝,CO2 气体做保护,并对焊接熔池强制一次成形措施来完毕,焊缝前背面分别用水冷铜滑块和带有旳旳钢衬套梯形凹槽衬垫,以保持熔池稳定和成形良好
见图旳1 图 1 焊接示意图 2 坡口型式和间隙:垂直气电自动焊接缝均采纳 V 型坡口,其角度根据板厚而定,详细规定见图 2、表 1
图 2表 1 坡口型式板厚 t(mm)坡口角