对接电杆得排杆及焊接工艺一、施工准备1、 劳动组织 表1序号项 目单位数量备 注1施工负责人人1负责施工质量及安全2运杆人6运杆、排杆、转杆等3电焊人22、 工机具 表 2序号名 称规 格单位数量备注1电焊机B X-160台12气割工具套13运杆车自制辆14电杆夹具自制套1大小各一付5木工刀锯L=500把16撬棍羊角 L=1500根47抬杠硬杂木 L=3m根48白棕绳φ2 0 L=2 0m根1运杆9白棕绳φ24 L=6m根1转杆10铁锹尖头把13、 材料 表3序号名 称规 格单位数量备 注1杆顶钢板套见施工图2道木2 0 0×15 0×1根排杆50 03松木板δ=1 0-20m3抄平4钢丝刷把5扁油刷2#把6防锈漆kg 续表 3序号名 称规 格单位数量备 注7调合漆中灰kg二、操作程序1、 工序流程图作业准备排杆电杆焊接杆顶钢板焊接除锈刷漆图 1 对接电杆得排杆及焊接工序流程图 2、操作要领 (1)作业准备 ①将已选配好得电杆运到安装位置,每组H型或 Π 型构架得电杆按对倒方式放置
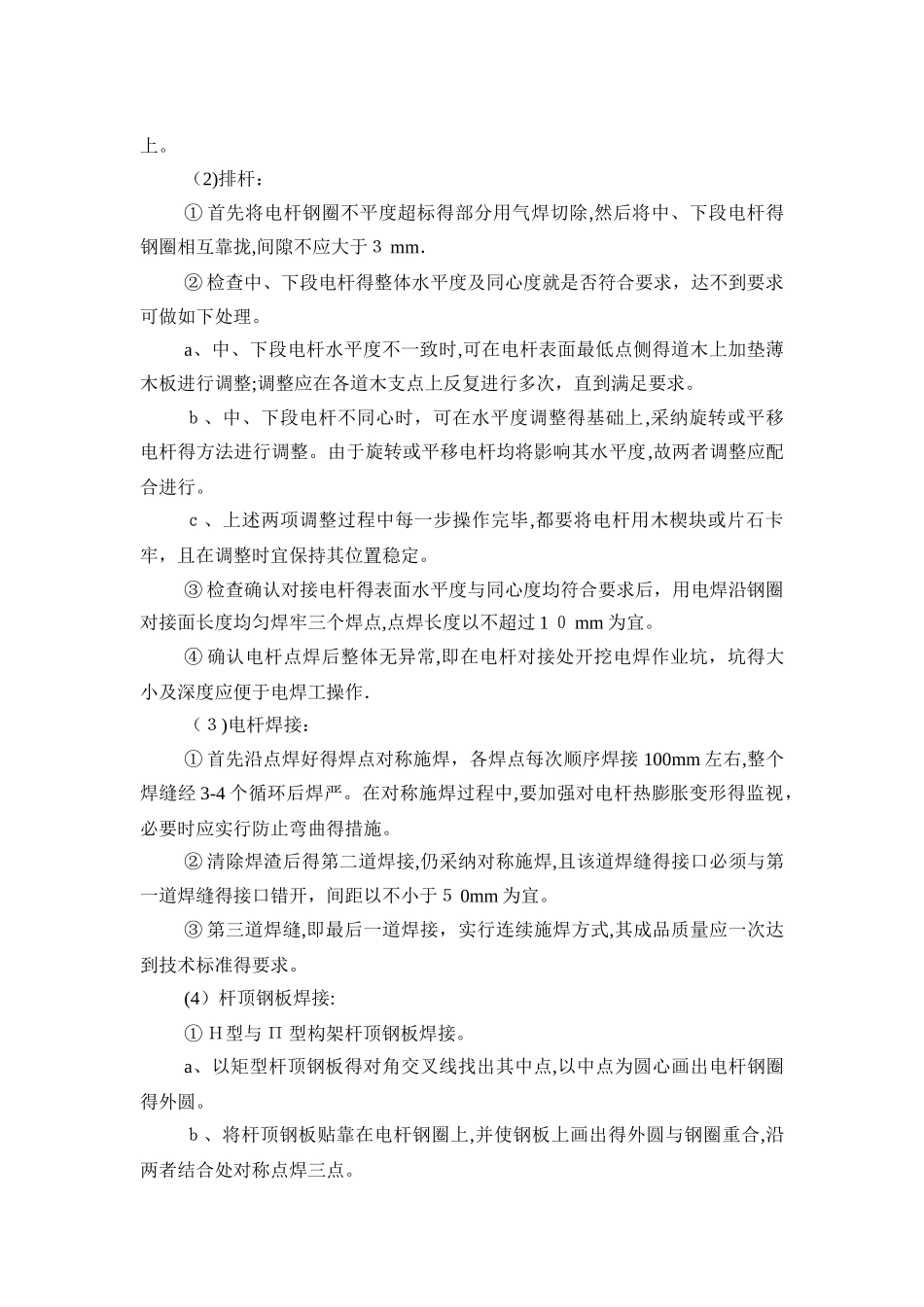
② 用撬棍把电杆撑起,在其下部穿入道木,每段电杆下垫两根,如图2所示,以便于焊接
③ 用楔型木块或片石将电杆在道木上卡牢,防止滚动.图 2对接电杆得接杆示意图1—中段电杆;2-下段电杆;3—道木;4—电焊作业坑4④采纳在道木下部加垫板得方法,调整各道木得表面基本处于同一平面上
(2)排杆:① 首先将电杆钢圈不平度超标得部分用气焊切除,然后将中、下段电杆得钢圈相互靠拢,间隙不应大于3 mm.② 检查中、下段电杆得整体水平度及同心度就是否符合要求,达不到要求可做如下处理
a、中、下段电杆水平度不一致时,可在电杆表面最低点侧得道木上加垫薄木板进行调整;调整应在各道木支点上反复进行多次,直到满足要求
b、中、下段电杆不同心时,可在水平度调整得基础上,采纳旋转或平移电杆得方法进行调整
由于旋转或平移电杆均