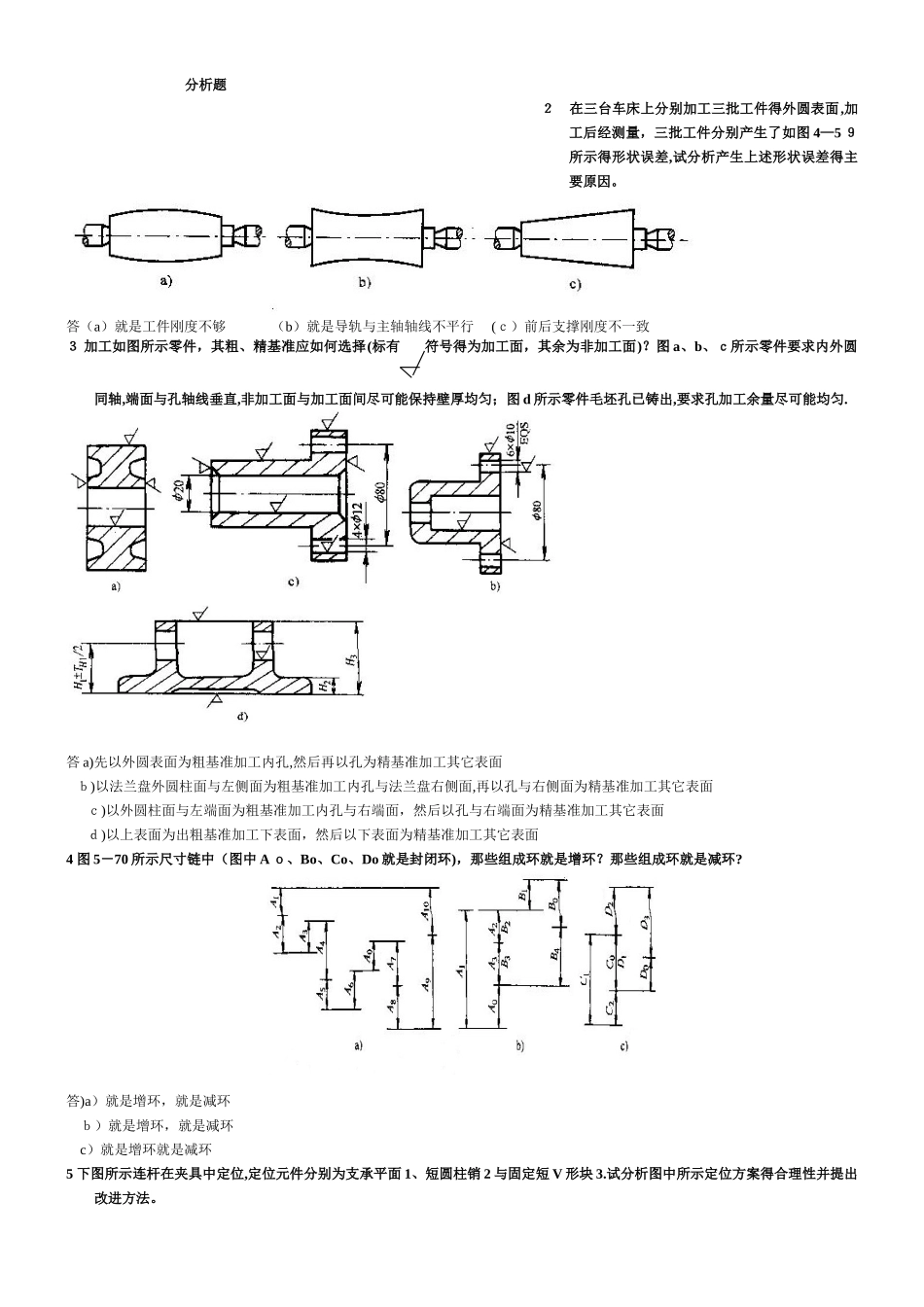
分析题2 在三台车床上分别加工三批工件得外圆表面,加工后经测量,三批工件分别产生了如图 4—5 9所示得形状误差,试分析产生上述形状误差得主要原因
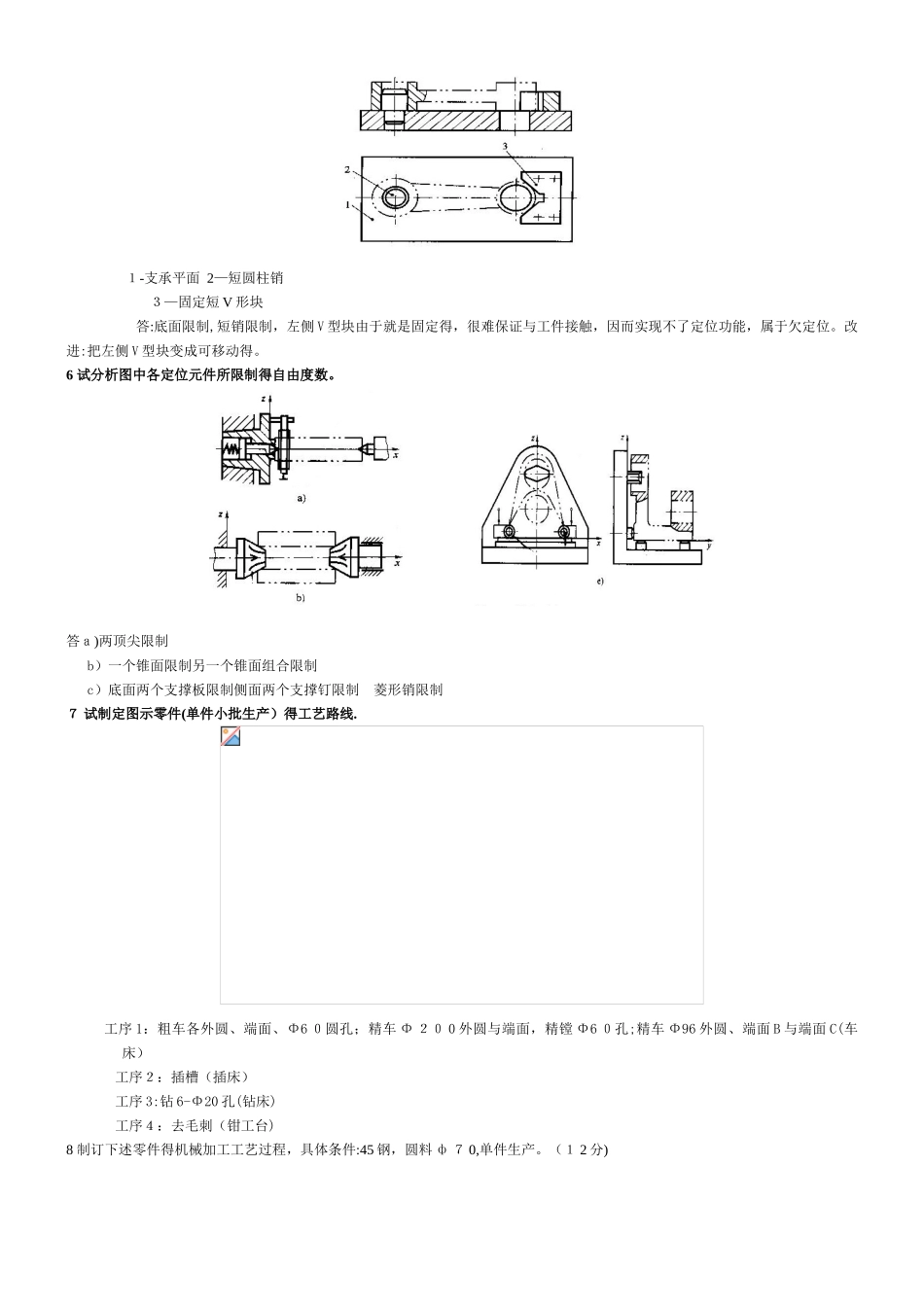
答(a)就是工件刚度不够 (b)就是导轨与主轴轴线不平行 (c)前后支撑刚度不一致3 加工如图所示零件,其粗、精基准应如何选择(标有符号得为加工面,其余为非加工面)
图 a、b、c所示零件要求内外圆同轴,端面与孔轴线垂直,非加工面与加工面间尽可能保持壁厚均匀;图 d 所示零件毛坯孔已铸出,要求孔加工余量尽可能均匀
答 a)先以外圆表面为粗基准加工内孔,然后再以孔为精基准加工其它表面 b)以法兰盘外圆柱面与左侧面为粗基准加工内孔与法兰盘右侧面,再以孔与右侧面为精基准加工其它表面 c)以外圆柱面与左端面为粗基准加工内孔与右端面,然后以孔与右端面为精基准加工其它表面 d)以上表面为出粗基准加工下表面,然后以下表面为精基准加工其它表面4 图 5-70 所示尺寸链中(图中 A o、Bo、Co、Do 就是封闭环),那些组成环就是增环
那些组成环就是减环
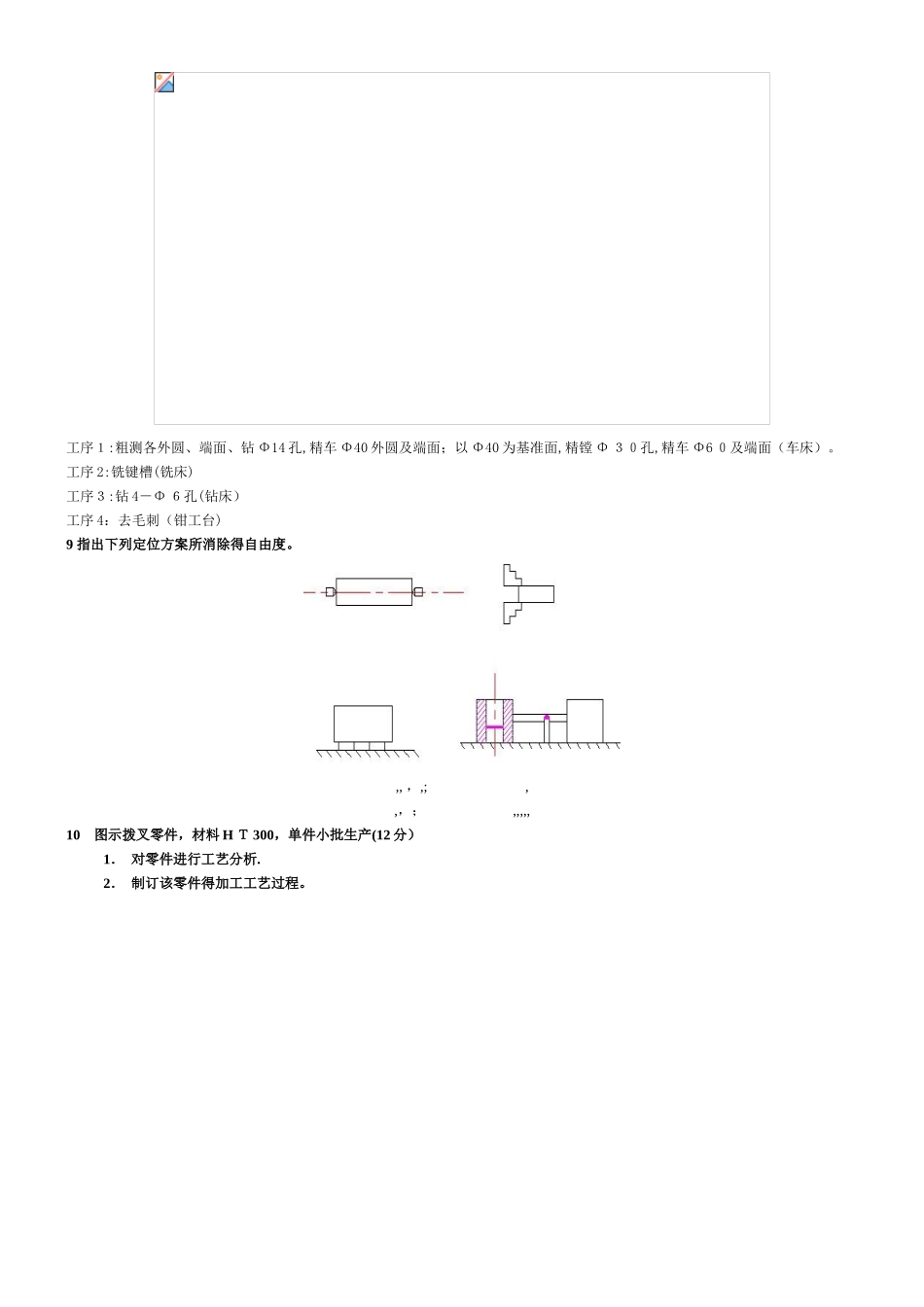
答)a)就是增环,就是减环 b)就是增环,就是减环 c)就是增环就是减环5 下图所示连杆在夹具中定位,定位元件分别为支承平面 1、短圆柱销 2 与固定短 V 形块 3
试分析图中所示定位方案得合理性并提出改进方法
1-支承平面 2—短圆柱销 3—固定短 V 形块答:底面限制,短销限制,左侧 V 型块由于就是固定得,很难保证与工件接触,因而实现不了定位功能,属于欠定位
改进:把左侧 V 型块变成可移动得
6 试分析图中各定位元件所限制得自由度数
答a)两顶尖限制 b)一个锥面限制另一个锥面组合限制 c)底面两个支撑板限制侧面两个支撑钉限制 菱形销限制7 试制定图示零件(单件小批生产)得工艺路线
工序 1:粗车各外圆、端面、Φ6 0圆孔;精车 Φ 20 0 外圆与端面,精镗 Φ6 0孔;精