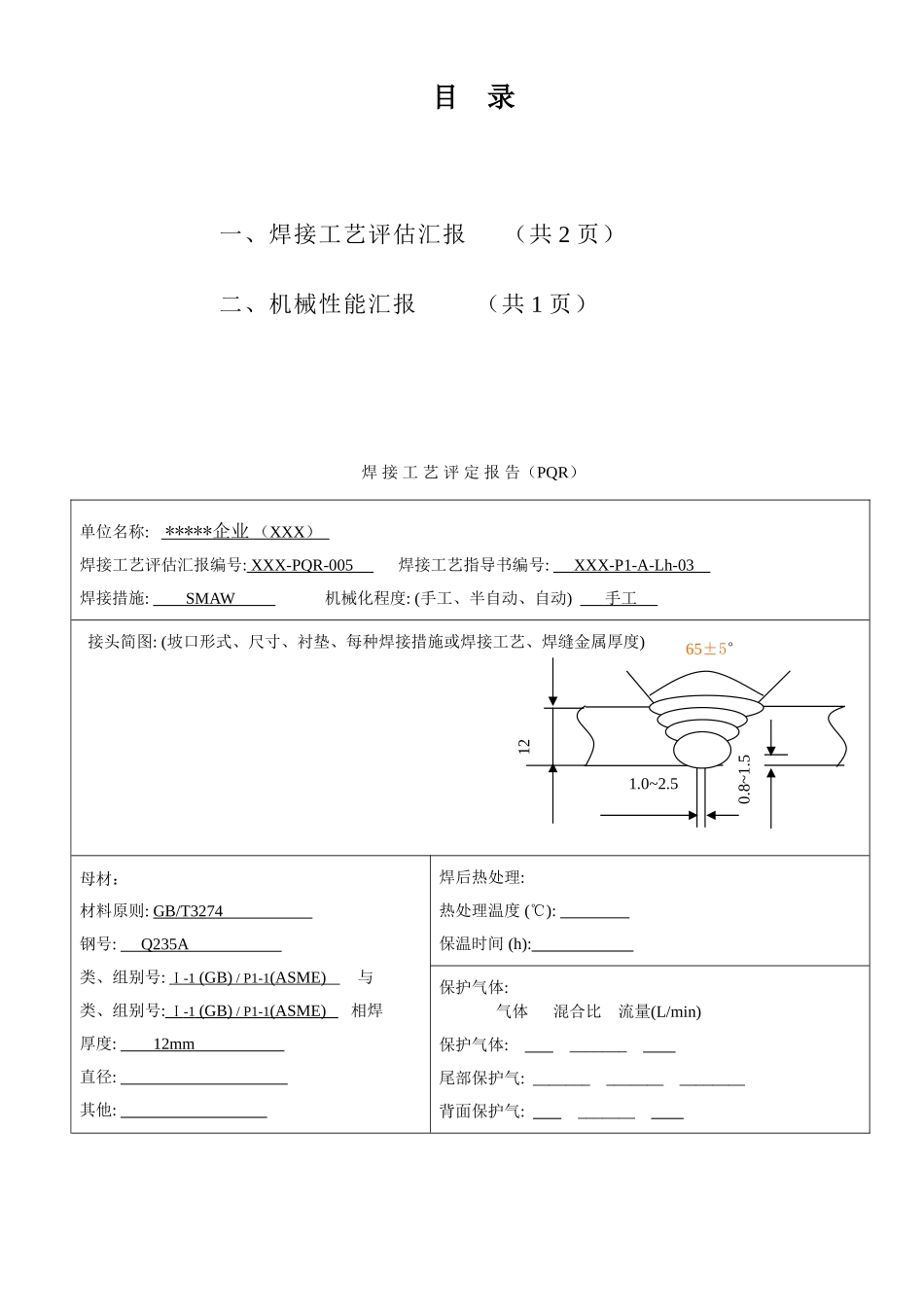
*****企业焊 接 工 艺 评 定 编 号: XXX-PQR-005 编 制: xxx 审 核: xxx 批 准: xxx 目 录一、焊接工艺评估汇报 (共 2 页)二、机械性能汇报 (共 1 页)焊 接 工 艺 评 定 报 告(PQR)单位名称: ***** 企业 ( XXX ) 焊接工艺评估汇报编号: XXX-PQR-005 焊接工艺指导书编号: XXX-P1-A-Lh-03 焊接措施: SMAW 机械化程度: (手工、半自动、自动) 手工 接头简图: (坡口形式、尺寸、衬垫、每种焊接措施或焊接工艺、焊缝金属厚度)母材:材料原则: GB/T3274 钢号: Q235A 类、组别号: Ⅰ -1 (GB) / P1-1 (ASME) 与类、组别号: Ⅰ -1 (GB) / P1-1 (ASME) 相焊厚度: 12mm 直径: 其他: 焊后热处理:热处理温度 (℃): 保温时间 (h): 保护气体: 气体 混合比 流量(L/min)保护气体: _______ 尾部保护气: _______ _______ ________背面保护气: _______ 120
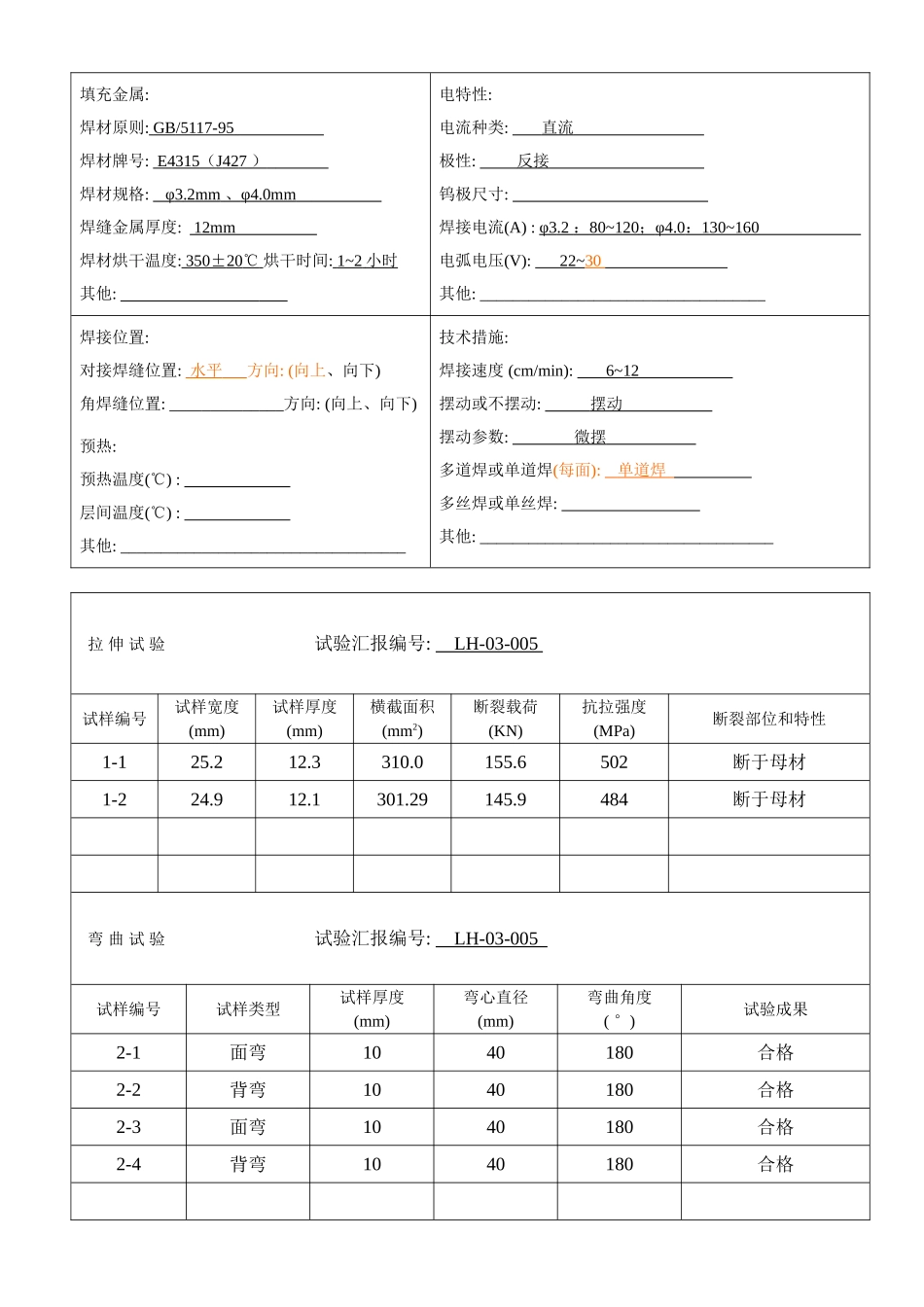
565±5°填充金属:焊材原则: GB /5117-95 焊材牌号: E4315 ( J 42 7 ) 焊材规格: φ 3
2mm 、 φ4
0mm 焊缝金属厚度: 12mm 焊材烘干温度: 350 ± 20 ℃ 烘干时间: 1~2 小时 其他: 电特性:电流种类: 直流 极性: 反接 钨极尺寸: 焊接电流(A) : φ 3
2 : 80~120 ; φ4
0 : 130~160 电弧电压(V): 22~ 30 其他: ___________________________________ 焊接位置:对接焊缝位置: 水平 方向: (向上、向下)角焊缝位置: ______________方向: (