焊接工艺法律规范1、范围本标准规定了焊接工艺得技术要求
2、人员资格2、1 焊工必须经专门得理论学习与实际操作培训,经考试合格取得有关部门颁发证书,方可担任焊接工作
2、2 对中断焊接工作六个月以上得焊工,必须重新考核
2、3 焊工在施焊前应仔细熟悉图纸与焊接工艺
2、4 核查待焊焊缝坡口得装配质量与组对要求,对不符合装配质量与组对要求得焊缝应拒焊,并向有关部门反映
2、5 进行焊缝质量得自检,做好自检记录、焊缝标记或焊缝跟踪记录等工作
3、焊接设备3、1 应根据焊接施工时需用得焊接电流与实际负载持续率,选用焊机
3、2 每台焊接设备都应有接地装置,并可靠接地
3、3 焊接设备应处于正常工作状态,安全可靠,仪表应检定合格
4、焊接材料4、1 焊接材料(焊条、焊丝等)应为进货验收合格品
对材质有怀疑时,应进行复验,合格后才能使用
4、2 焊前应根据焊条使用说明得规定对焊条进行烘干处理
4、3 烘干后得焊条应放入 100~150℃得保温箱(筒)内,随用随取
低氢型焊条一般在常温下超过四小时应重新烘干
重新烘干次数不应超过三次
5、焊前准备5、1 坡口加工5、1、1 材料为碳素钢与碳锰钢(标准抗拉强度≤540MPa)得坡口可采纳冷加工或热加工方法制备
5、1、2 碳锰钢(标准抗拉强度>540MPa)、铬钼低合金钢与高合金钢宜采纳冷加工法
若采纳热加工方法,对影响焊接质量得表面淬硬层,应用冷加工方法去除
5、2 焊接坡口应符合图样规定
5、3 焊接坡口应保持平整,不得有裂纹、分层、夹渣等缺陷
5、4 焊前应将坡口表面及两侧得水、氧化物、油污、锈、熔渣等杂质清除洁净
5、5 焊接环境焊接环境只有在满足下列情况时才允许施焊
a)风速:气体保护焊时≤2m/s,其它焊接方法≤10m/s; b)相对湿度≤90%
c)焊件温度高于-10℃
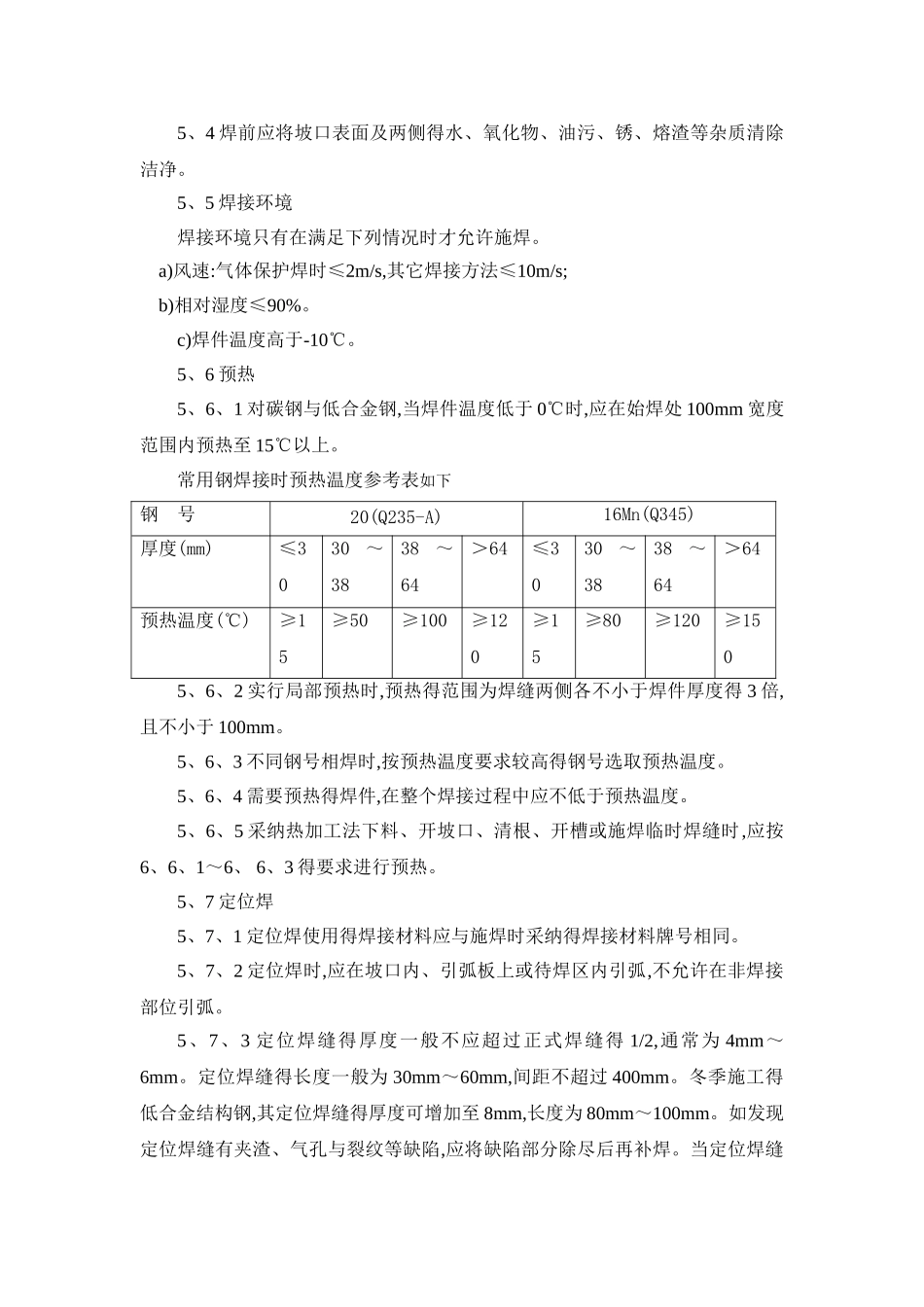
5、6 预热5、6、1 对碳钢与低合金钢,当焊件温