网架工程安装技术交底工程名称 石家庄西部长青小三亚温室大棚钢结构(四—五区网架)施工单位 徐州京都建筑工程有限公司交底项目(部位)网架安装安全技术交底交底日期201 8年 11 月 12 日交底内容(安全措施及注意事项):一、工程概况工程主体为管桁架格构柱,屋面为正交正放平板网架结构
网架结构型式:网架采纳螺栓球节点(局部焊接球),正交正放双层平板网架(局部三层)
支承形式:下弦多点柱帽支承
焊接球规格:400*1 4,450*16,500*2 0,550*25,6 00*30,7 0 0*3 0,80 0*30,900*36,100 0*40网架杆件材质:Q 34 5B焊接球材质:Q3 4 5B焊丝:ER 5 06-6 ¢1、2 实心焊丝二、焊接作业条件1、作业环境温度不应低于-1 0℃;2、焊接作业区得相对湿度不应大于 90%;3、当手工电弧焊与自保护药芯焊丝电弧焊时,焊接作业区最大风速不应超过 8m/s;当气体保护电弧焊时,焊接作业区最大风速不应超过 2m/s
4、现场高空焊接作业应搭设稳固得操作平台与防护棚
5、焊接前,应采纳钢丝刷、砂轮等工具清除待焊处表面得氧化皮、铁锈、油污等杂物,焊接坡口宜按现行国家标准《钢结构焊接法律规范》GB50 6 61 得有关规定进行检查
6、当焊接作业环境温度低于 0℃但不低于-10℃时,应实行加热或防护措施,应将焊接接头与焊接表面各方向大于或等于钢板厚度得 2 倍且不小于 100mm 范围内得母材,加热到规定得最低预热温度且不低于 20℃后再施焊
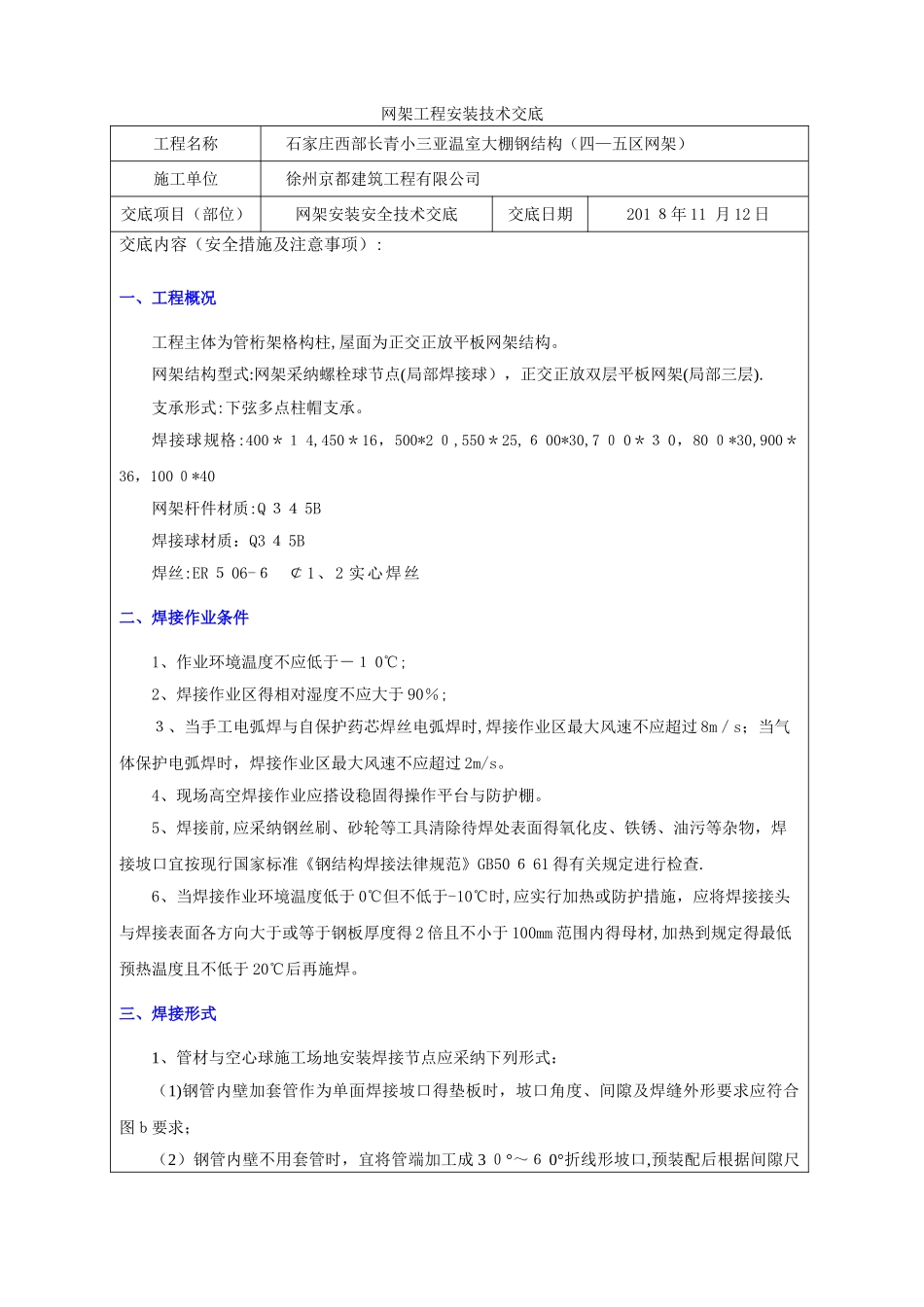
三、焊接形式1、管材与空心球施工场地安装焊接节点应采纳下列形式:(1)钢管内壁加套管作为单面焊接坡口得垫板时,坡口角度、间隙及焊缝外形要求应符合图b要求;(2)钢管内壁不用套管时,宜将管端加工成 3 0°~6 0°折线形坡口,预装配后根据间隙尺寸要求,进行管端二次加工(图c)
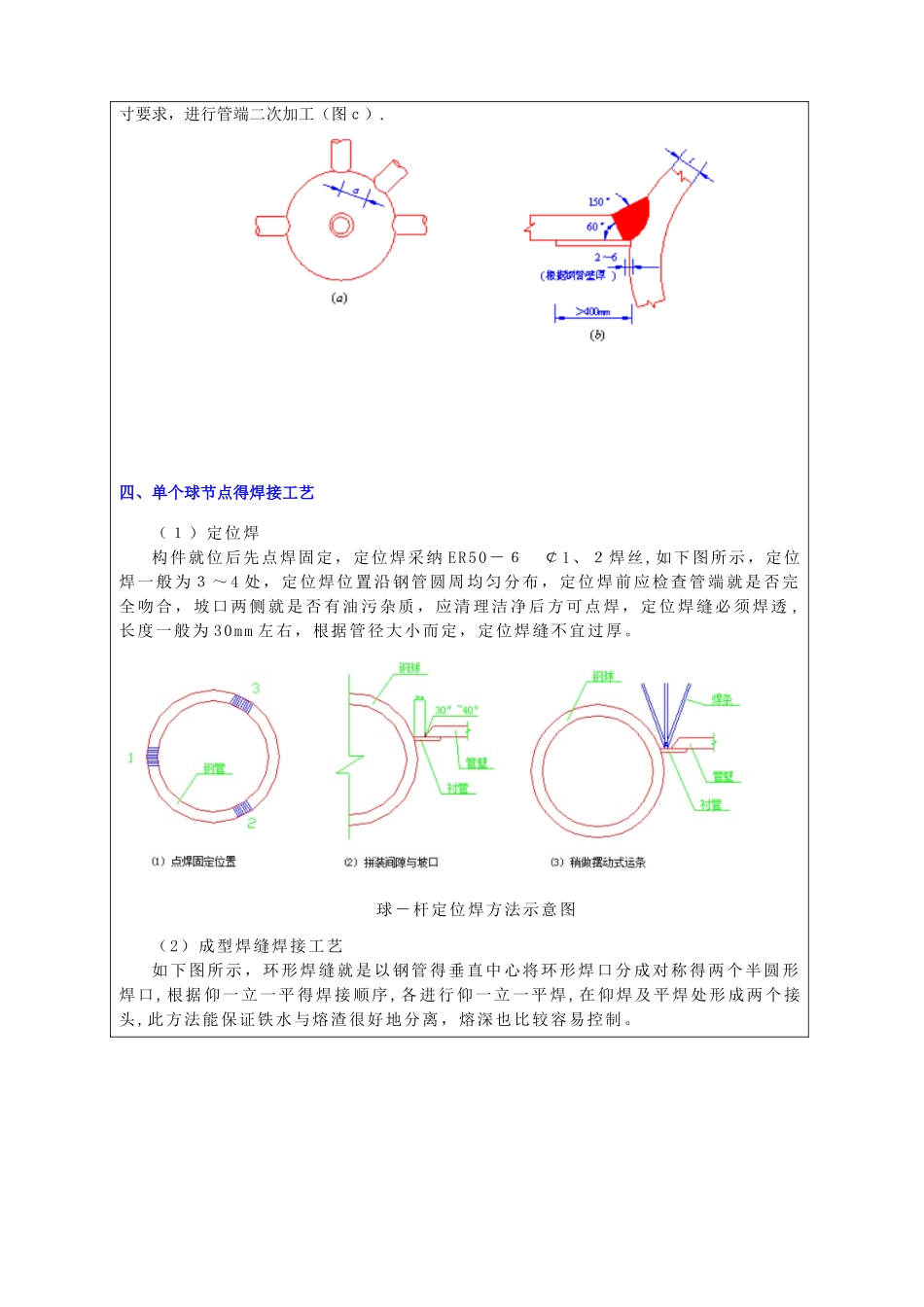
四、单个球节