1 前言近年来汽车行业高速进展,随着人们生活水平的不断提高,人们对汽车的需求和要求越来越高,汽车行业依旧是朝阳产业
汽车零部件的制造讲究的是规模效益,但随着市场竞争的不断深化,顾客的需求的不断变化,其生产方式也在向着多品种、中小批量生产方式转化,企业要实现进一步的进展,不仅需要在提高产品品质、不遗余力地采纳新工艺、新技术,不断进行产品创新等方面下功夫,还要不断的更新观念,优化生产组织方式,积极主动地应对市场不断变化的需求,降低成本、提高生产率,以保持在市场上的竞争优势
目前国内专业生产汽车发动机飞轮壳的厂家不是很多,甚至许多汽车生产厂家自己生产飞轮壳,比如中国重汽集团、二汽等
目前对飞轮壳的加工生产主要是采纳首先铸造或锻造出毛坯,然后对毛坯进行机加工的工艺生产方式
对于飞轮壳的加工工艺,在对发动机性能要求较高的场合,比如各种类型汽车、飞机等均采纳此种机加工工艺,本次毕业设计主要是对零件的机械加工的工艺方法的讨论
现在发达国家的机械制造水平明显强于我国,我们与他们之间还存在很大的差距
国外对零件的制造加工方面,无论在设备、制造水平的投入上还是在新工艺新方法的普及应用上,均处于领先地位
我们在进行新的工艺设计时,必须在遵循工艺设计的基本原则的基础上,充分借鉴国外的先进工艺方法,通过改进该飞轮壳的机械加工工艺, 提高其加工效率和加工精度、降低废品率、降低生产成本,落实国家的节能减排的方针政策,走可持续进展的道路
2 零件分析2
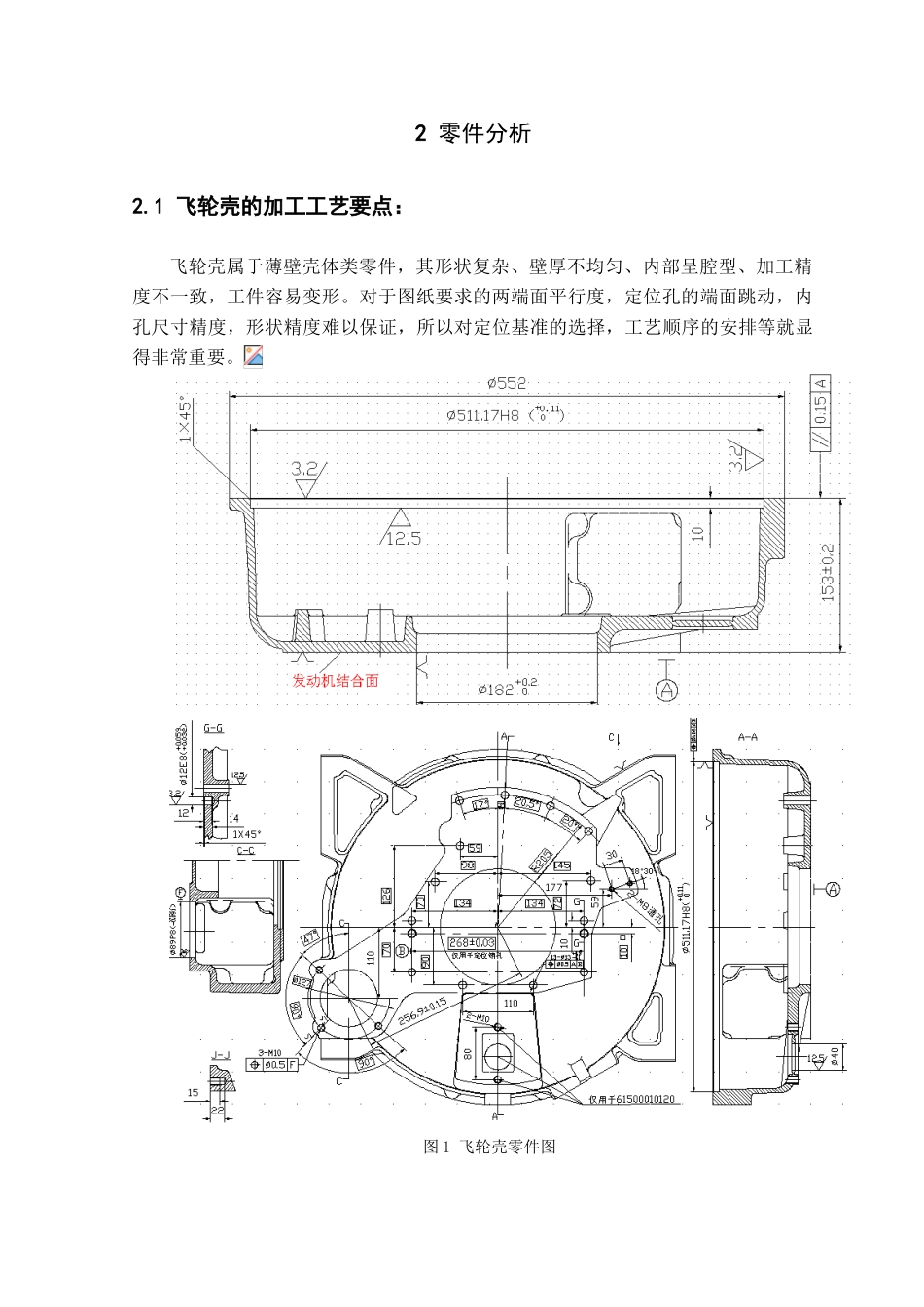
1 飞轮壳的加工工艺要点:飞轮壳属于薄壁壳体类零件,其形状复杂、壁厚不均匀、内部呈腔型、加工精度不一致,工件容易变形
对于图纸要求的两端面平行度,定位孔的端面跳动,内孔尺寸精度,形状精度难以保证,所以对定位基准的选择,工艺顺序的安排等就显得非常重要
图 1 飞轮壳零件图飞轮壳的零件图 1 如上所示:其需要加工的部位有:①后端面(发动机结合面)具有平面度要求