竹子原产地浙江、福建两处皆为中国竹子大产地,但工艺也有区分,竹编类以浙江为主,工艺品(厨房用品、大型家私)以福建南平为主
福建竹子比较适合大型产品,竹材比较好,应是纬度关系
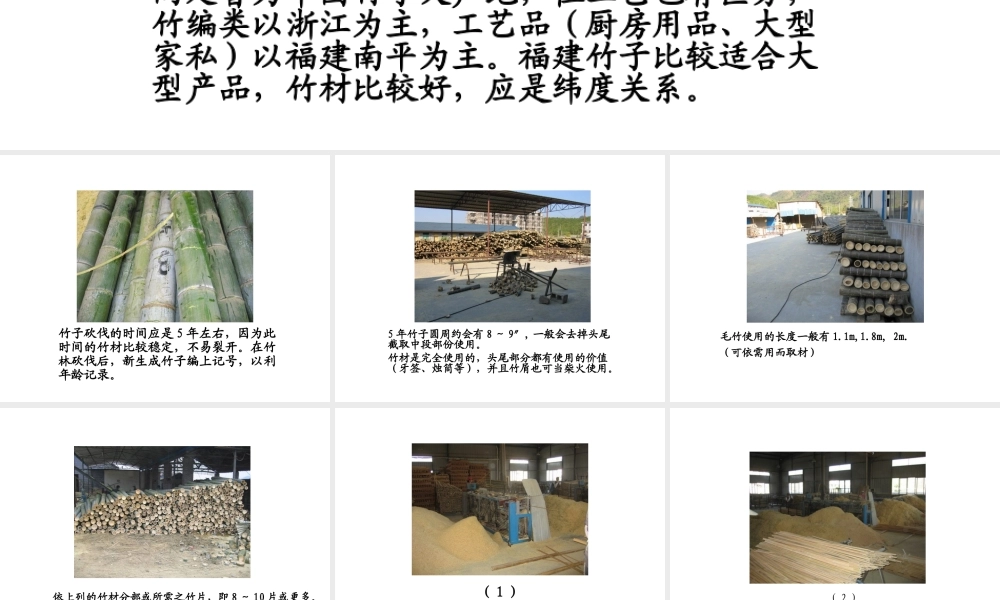
竹子砍伐的时间应是 5 年左右,因为此时间的竹材比较稳定,不易裂开
在竹林砍伐后,新生成竹子编上记号,以利年龄记录
5 年竹子圆周约会有 8 ~ 9″, 一般会去掉头尾截取中段部份使用
竹材是完全使用的,头尾部分都有使用的价值(牙签、烛筒等),并且竹屑也可当柴火使用
毛竹使用的长度一般有 1
8m, 2m
(可依需用而取材)依上列的竹材分部或所需之竹片,即 8 ~ 10 片或更多
( 1 )经截取使用长度后依不同宽度再抽成条状、圆状或扁平状
( 2 )( 3 )( 4 )上图为宽竹片再细切,由取材的八片,再分割为 4 ~ 6 片细条竹片
( 5 )竹子刨平( 6 )竹片再分切更细片( 7 )竹片再分切更细片经过抽成条状后如指定要竹子本色就必需用双氧水倒入灌满水的水槽中,以蒸汽导管加热至温度约 100℃, 煮出竹子中的糖分与杀虫来防止虫柱与发霉
竹子本身为米白色 , 如需使竹子变为褐色 , 就需用送入碳化炉 , 以蒸汽加热 100℃ , 3 ~ 4个小时 , 时间长短会影响颜色,也不能太长时间,不然竹子会变脆,此时只能使竹子糖分释放 80% 左右 , 再送干燥房烘干,此程序为一次碳化
二次碳化此作用使竹子糖分再释放出 10 ~15%, 以防止虫柱、发霉,时间2个小时 , 温度则降为 80℃, 二次碳化温度不可过高 , 不然会使竹子硬度增加而产生脆化
烘干房:以高压蒸汽通过导管产生高温,并分离水气、热气,以热气管导入干燥房,干燥竹片
使竹子水分往上蒸发,时间约为5~6个小时
高温干燥室高温干燥房拼板:抽成竹条经排列整齐,每片竹片之间加胶后到加压机成型
胶的质量好坏也是竹板裂的重点,使用不好的胶,竹