华中科技大学 金工实习 车工实习 榔头柄加工工艺卡模板(3 页)Good is good, but better carries it
精益求精,善益求善
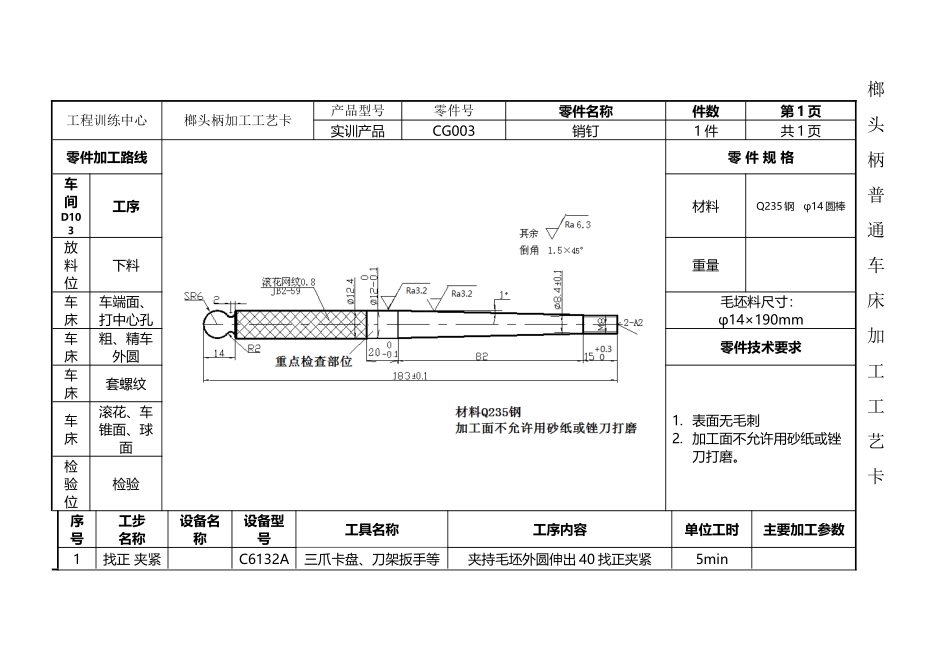
榔头柄普通车床加工工艺卡工程训练中心榔头柄加工工艺卡产品型号零件号零件名称件数第 1 页实训产品CG003销钉1 件共 1 页零件加工路线零 件 规 格车间D103工序材料Q235 钢 φ14 圆棒放料位下料重量车床车端面、打中心孔毛坯料尺寸:φ14×190mm车床粗、精车外圆零件技术要求车床套螺纹1
表面无毛刺2
加工面不允许用砂纸或锉刀打磨
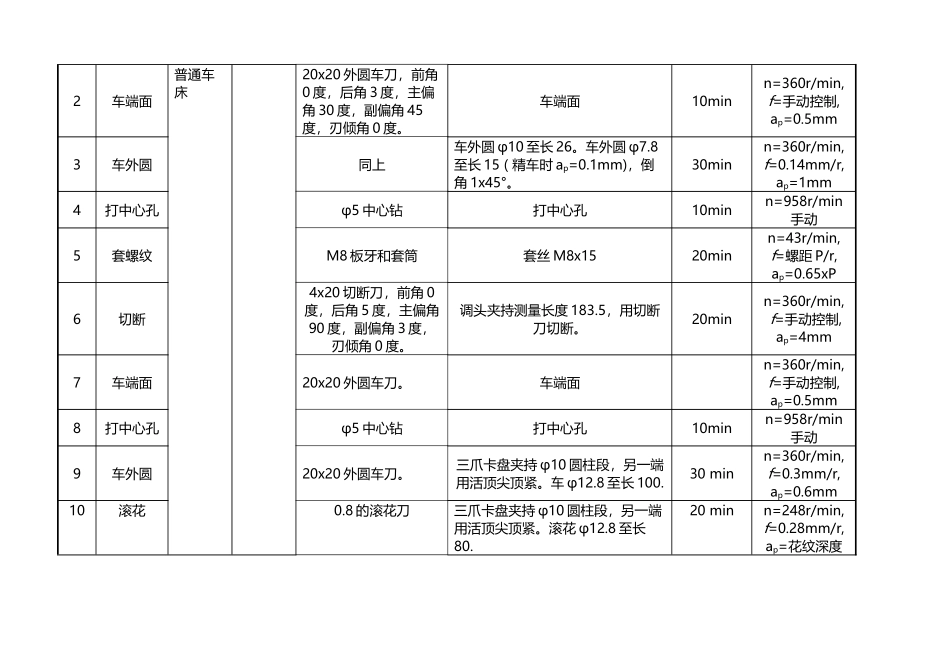
车床滚花、车锥面、球面检验位检验序号工步名称设备名称设备型号工具名称工序内容单位工时主要加工参数1找正 夹紧C6132A三爪卡盘、刀架扳手等夹持毛坯外圆伸出 40 找正夹紧5min普通车床2车端面20x20 外圆车刀,前角0 度,后角 3 度,主偏角 30 度,副偏角 45度,刃倾角 0 度
车端面10minn=360r/min, f=手动控制,ap=0
5mm3车外圆同上车外圆 φ10 至长 26
车外圆 φ7
8至长 15 ( 精车时 ap=0
1mm),倒角 1x45°
30minn=360r/min, f=0
14mm/r,ap=1mm4打中心孔φ5 中心钻打中心孔10minn=958r/min手动5套螺纹M8 板牙和套筒套丝 M8x1520minn=43r/min, f=螺距 P/r,ap=0
65xP6切断4x20 切断刀,前角 0度,后角 5 度,主偏角90 度,副偏角 3 度,刃倾角 0 度
调头夹持测量长度 183
5,用切断刀切断
20minn=360r/min, f=手动控制,ap=4mm7车端面20x20 外圆车刀
车端面n=360r/min, f=手动控制,ap=0
5mm8打中心孔φ5 中心钻打中心孔10minn=958r/min手动9车外圆20x