小径管检修焊接作业程序、技术要求、质量控制点序号作业名称作业程序技术要求质量控制点1焊接前准备1、了解设备的运行状况,掌握所焊设备的规格、材质、工作压力、工作温度以及工作环境
2、焊接前经技术人员交底后方可施焊
施焊人员严格根据措施中要求进行焊接,不得随意更改
3、打开疏水放器阀门,释放管道内残余的压力
焊接前焊工要经过技术人员交底,要掌握工作要领及工作的危险点
一、焊丝、焊条的准备1、根据所焊母材的不同材质选用不同的焊条和焊丝
焊丝焊条的选用见“焊接材料使用见对应的焊接工艺卡”2、焊丝要打磨洁净,表面不准有油污、锈迹
3、焊条要在 3〜350C 下烘培 2 小时,对于药皮脱落、铁芯生锈的焊条严禁使用
4、对不同型号、牌号和批号的合金焊丝、焊条要进行光谱抽检,确认无误后方可使用
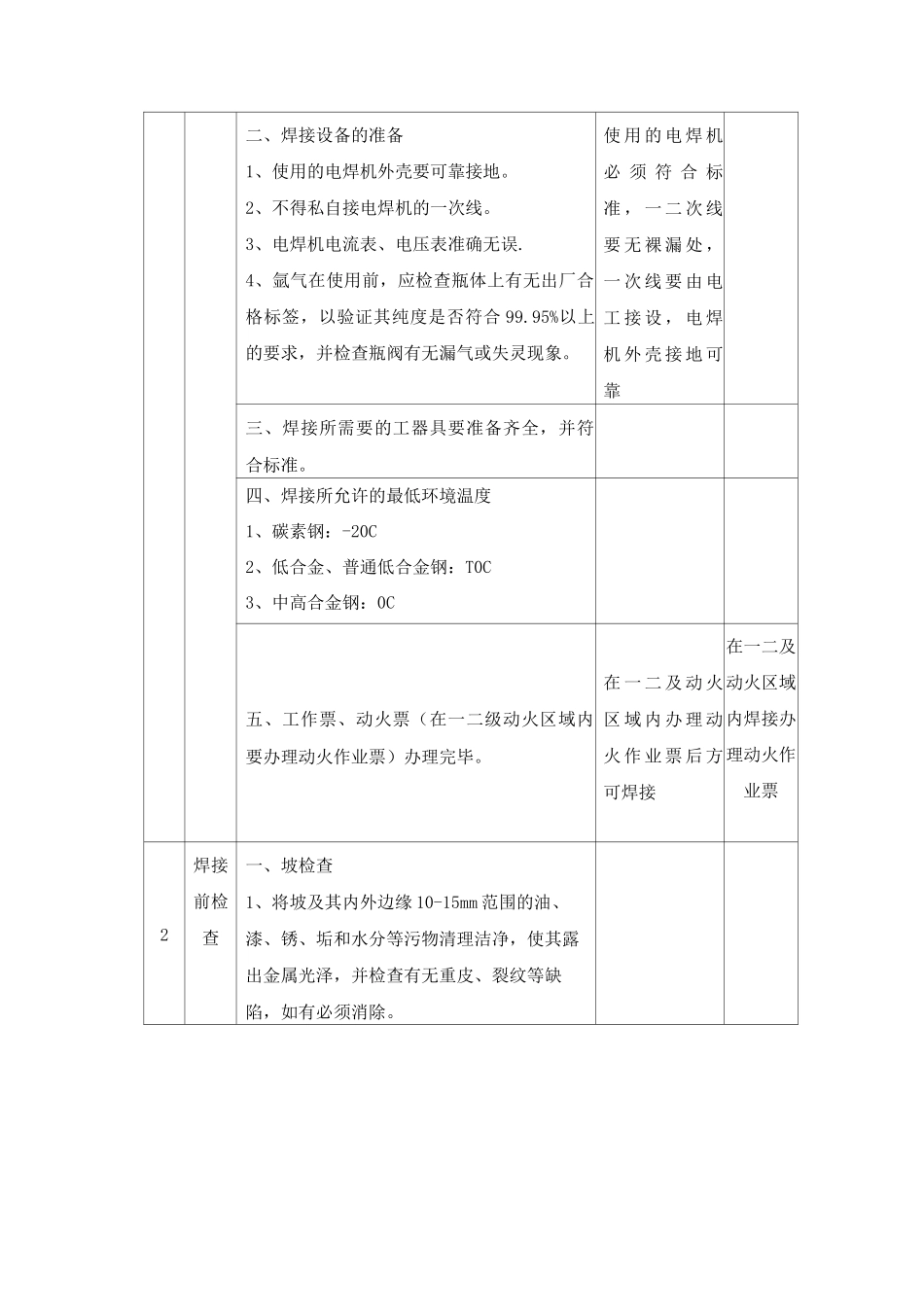
使用的焊条必须合格,检查是否存在烘烤过度或没有烘烤的现象焊条用保温桶带如现场二、焊接设备的准备1、使用的电焊机外壳要可靠接地
2、不得私自接电焊机的一次线
3、电焊机电流表、电压表准确无误
4、氩气在使用前,应检查瓶体上有无出厂合格标签,以验证其纯度是否符合 99
95%以上的要求,并检查瓶阀有无漏气或失灵现象
使 用 的 电 焊 机必 须 符 合 标准 , 一 二 次 线要 无 裸 漏 处 ,一 次 线 要 由 电工 接 设 , 电 焊机 外 壳 接 地 可靠三、焊接所需要的工器具要准备齐全,并符合标准
四、焊接所允许的最低环境温度1、碳素钢:-20C2、低合金、普通低合金钢:T0C3、中高合金钢:0C五、工作票、动火票(在一二级动火区域内要办理动火作业票)办理完毕
在 一 二 及 动 火区 域 内 办 理 动火 作 业 票 后 方可焊接在一二及动火区域内焊接办理动火作业票2焊接前检查一、坡检查1、将坡及其内外边缘 10-15mm 范围的油、漆、锈、垢和水分等污物清理洁净,使其露出金属光泽,并检查