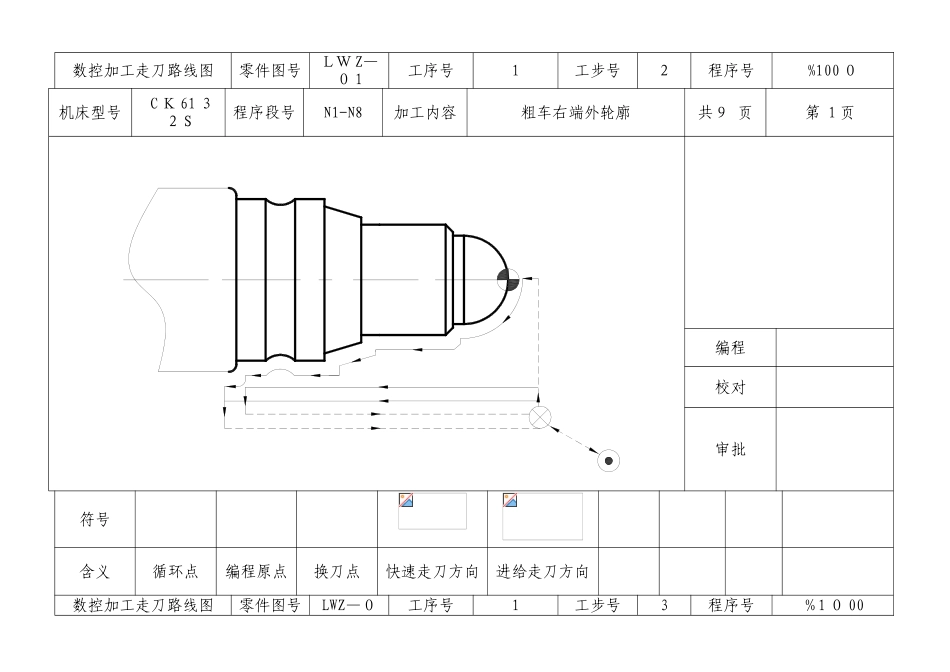
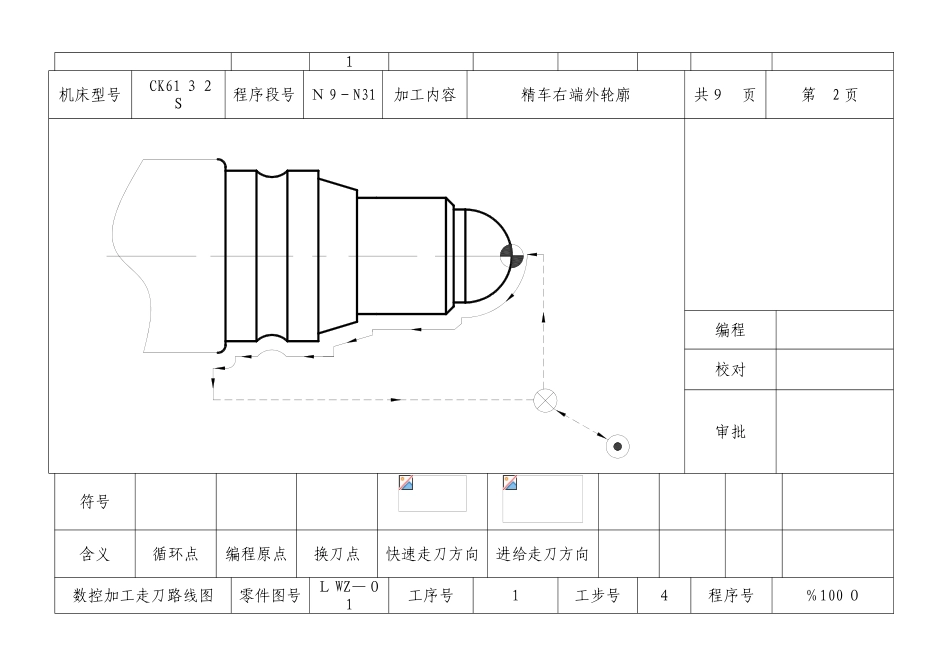
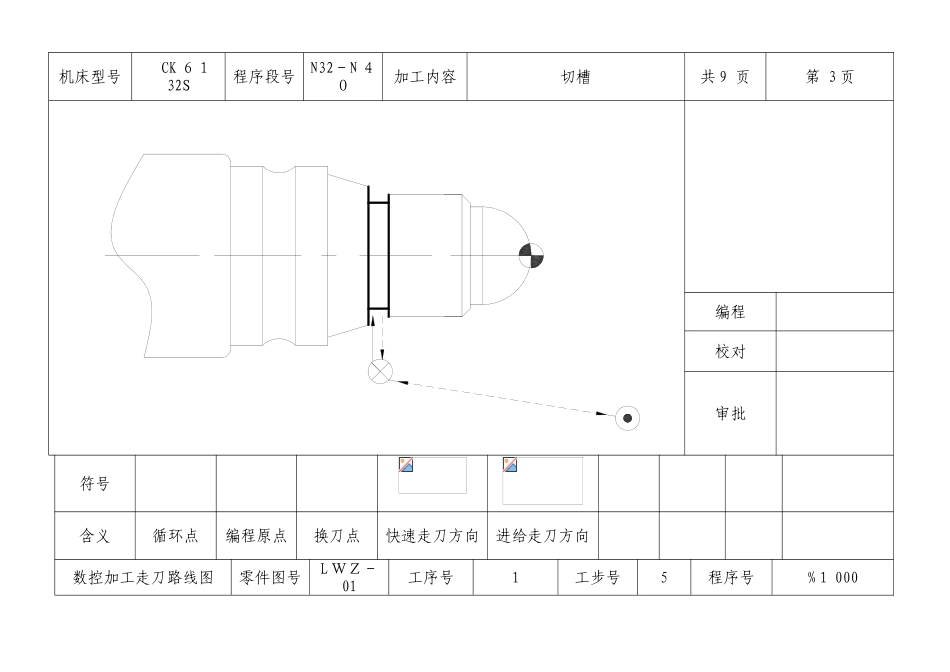
数控加工走刀路线图零件图号LW Z—0 1工序号1工步号2程序号%100 0机床型号 C K 61 32 S程序段号N1-N8 加工内容粗车右端外轮廓共9 页第 1 页编程校对审批符号 含义循环点编程原点换刀点快速走刀方向进给走刀方向数控加工走刀路线图零件图号LWZ—0工序号1工步号3程序号%1 0 001机床型号 CK61 32S程序段号N 9-N31 加工内容精车右端外轮廓共9 页第 2 页编程校对审批符号 含义循环点编程原点换刀点快速走刀方向进给走刀方向数控加工走刀路线图零件图号L WZ—01工序号1工步号4程序号%100 0机床型号 CK 6132S程序段号N32-N 40 加工内容切槽共 9 页第 3 页编程校对审批符号 含义循环点编程原点换刀点快速走刀方向进给走刀方向数控加工走刀路线图零件图号L WZ-01工序号1工步号5程序号%1 000机床型号 CK 6 132S程序段号 N 41-N49加工内容车螺纹共 9 页第 4 页编程校对审批符号 含义循环点编程原点换刀点快速走刀方向进给走刀方向数控加工走刀路线图零件图号LW Z—01工序号2工步号3程序号%2000机床型号 C K 61 32S程序段号N 1—N8 加工内容粗车左端外轮廓共 9 页第5 页编程校对审批符号 含义循环点编程原点换刀点快速走刀方向进给走刀方向数控加工走刀路线图零件图号L WZ-01工序号2工步号4程序号%2 0 0 0机床型号 C K 6 13 2S程序段号N9-N21 加工内容精车左端外轮廓共 9页第 6 页编程校对审批符号 含义循环点编程原点换刀点快速走刀方向进给走刀方向数控加工走刀路线图零件图号LW Z-01工序号2工步号5程序号%20 0 0机床型号 C K6132S程序段号N 2 2-N29 加工内容粗车左端内轮廓共 9 页第 7 页编程校对审批符号 含义循环点编程原点换刀点快