第七章 模具典型零件加工工艺分析第一节 模具工作零件加工概述模具得工作零件(或成型零件)一般比较复杂,而且有较高得加工精度要求,其加工质量直接影响到产品得质量与模具得使用寿命
模具工作零件工作型面得形状多种多样,但归纳起来不外乎两类:一就是外工作型面,包括型芯与凸模等工作型面;二就是内工作型面,如各种凹模得工作型面,根据工作型面得特征又可分为型孔与型腔两种
一、模具工作零件得加工方法工作零件得加工方法根据加工条件与工艺方法可分为三大类,即通用机床加工、数控机床加工与采纳特种工艺加工
通用机床加工模具零件,主要依靠工人得熟练技术,利用铣床、车床等进行粗加工、半精加工,然后由钳工修正、研磨、抛光
这种工艺方案,生产效率低、周期长、质量也不易保证
但设备投资较少,机床通用性强,作为精密加工、电加工之前得粗加工与半精加工又不可少,因此仍被广泛采纳
数控机床加工就是指采纳数控铣、加工中心等机床对模具零件进行粗加工、半精加工、精加工以及采纳高精度得成形磨床、坐标磨床等进行热处理后得精加工,并采纳三坐标测量仪进行检测
这种工艺降低了对熟练工人得依赖程度,生产效率高,特别就是对一些复杂成型零件,采纳通用机床加工很困难,不易加工出合格得产品,采纳数控机床加工显然就是很理想得
但就是一次性投资大
所谓特种工艺,主要就是指电火花加工、电解加工、挤压、精密铸造、电铸等成形方法
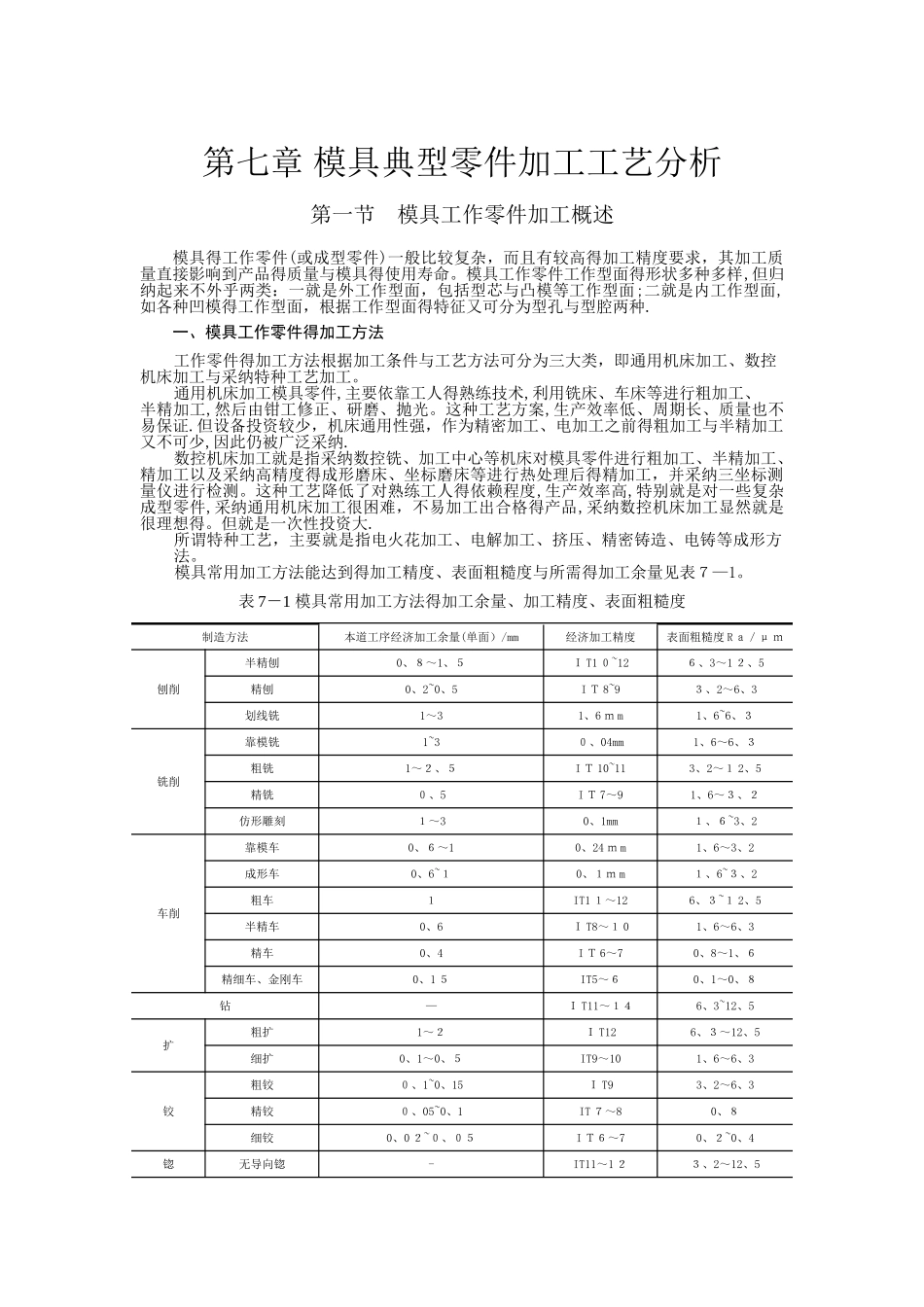
模具常用加工方法能达到得加工精度、表面粗糙度与所需得加工余量见表7—1
表 7-1 模具常用加工方法得加工余量、加工精度、表面粗糙度制造方法本道工序经济加工余量(单面)/mm经济加工精度表面粗糙度 R a/μ m刨削半精刨0、8~1、5I T1 0~126、3~1 2、5精刨0、2~0、5I T 8~93、2~6、3划线铣1~31、6 m m1、6~6、3铣削靠模铣1~30、04mm1、6~6、3粗铣1~2、5I T 10~