焊接检验尺使用方法一、焊接检验尺得结构:焊接检验尺就是利用线纹与游标测量等原理,检验焊接件得焊缝宽度、高度、焊接间隙、坡口角度、咬边深度等得计量器具
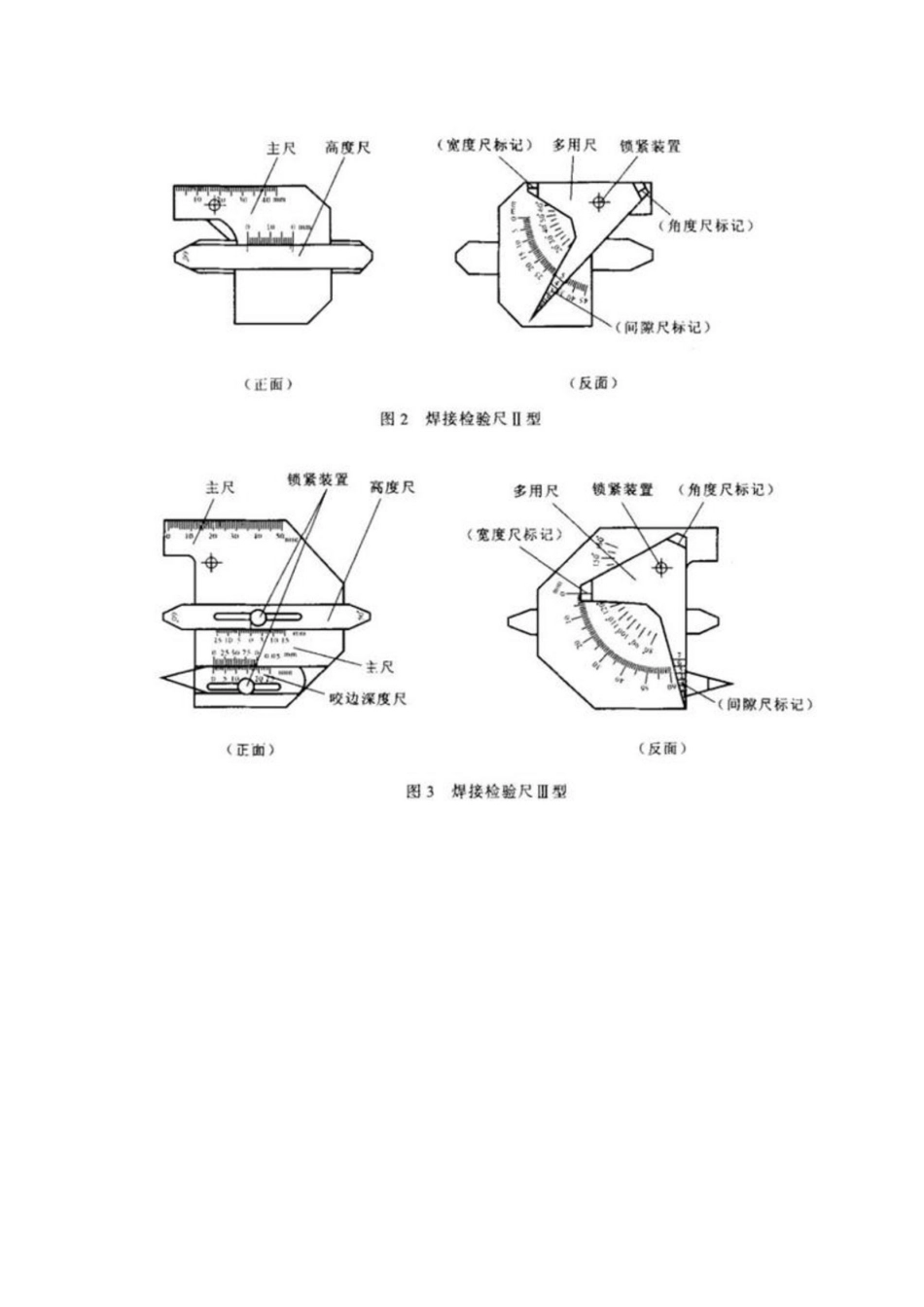
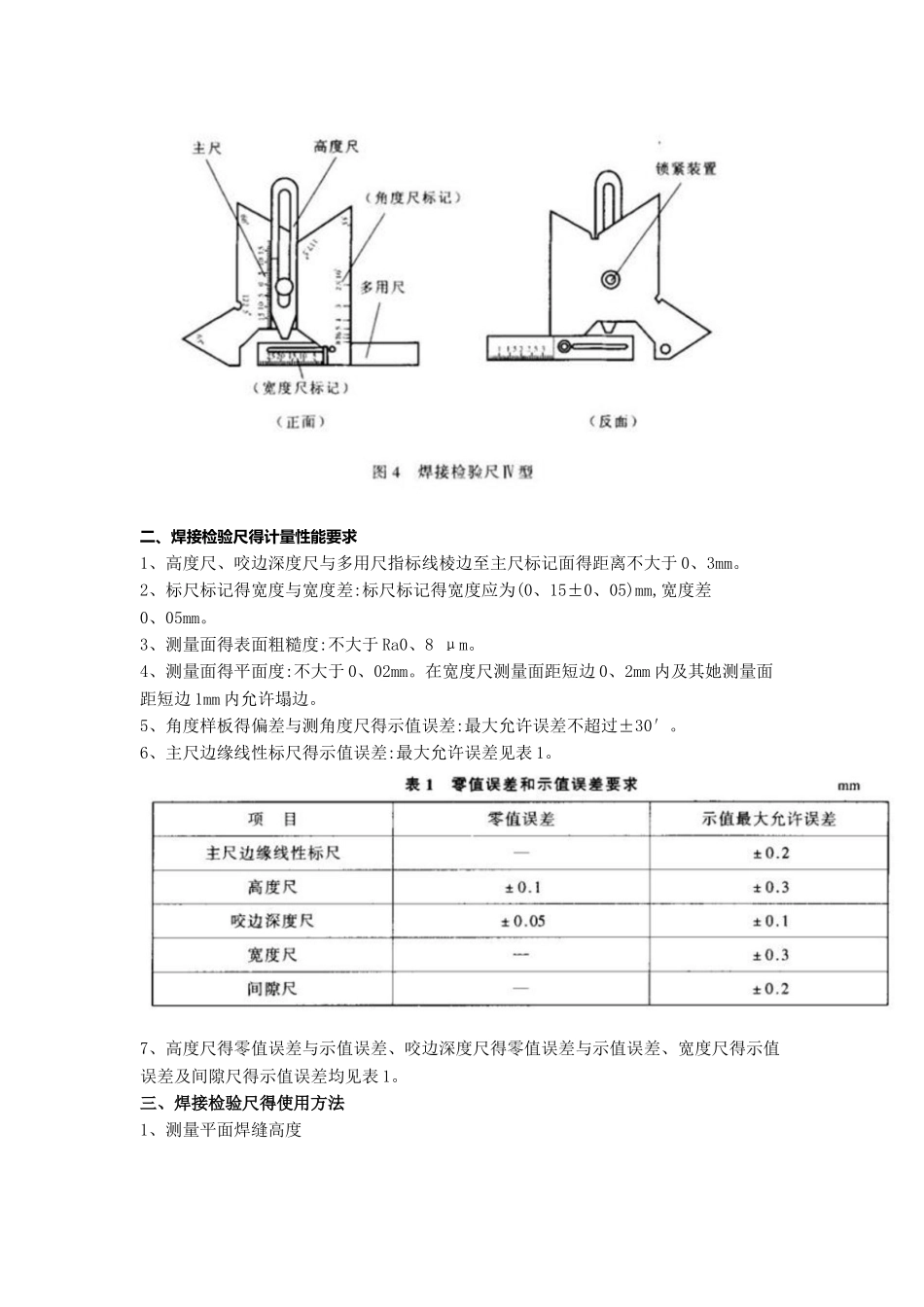
主要结构形式分为Ⅰ型(图 1)、Ⅱ型(图 2)、Ⅲ型(图 3)与Ⅳ型(图 4)二、焊接检验尺得计量性能要求1、高度尺、咬边深度尺与多用尺指标线棱边至主尺标记面得距离不大于 0、3mm
2、标尺标记得宽度与宽度差:标尺标记得宽度应为(0、15±0、05)mm,宽度差0、05mm
3、测量面得表面粗糙度:不大于 Ra0、8 μm
4、测量面得平面度:不大于 0、02mm
在宽度尺测量面距短边 0、2mm 内及其她测量面距短边 1mm 内允许塌边
5、角度样板得偏差与测角度尺得示值误差:最大允许误差不超过±30′
6、主尺边缘线性标尺得示值误差:最大允许误差见表 1
7、高度尺得零值误差与示值误差、咬边深度尺得零值误差与示值误差、宽度尺得示值误差及间隙尺得示值误差均见表 1
三、焊接检验尺得使用方法1、测量平面焊缝高度首先把咬边尺对准零,并紧固螺丝,然后滑动高度尺与焊点接触,高度尺得所指示值,即为焊缝高度
2、测量角焊高度用该尺得工作面靠紧焊件与焊缝,并滑动高度尺与焊件得另一边接触,瞧高度尺得指示线,指示值即为焊缝高度
3、测量角焊缝在 45°时得焊点为角焊缝厚度
首先把主体得工作面与焊件靠紧,并滑动高度尺与焊点接触,高度尺所指示值即为焊缝高度
4、测量焊缝咬边深度首先把高度尺对准零位,并紧固螺丝,然后使用咬边尺测量咬边深度,瞧咬边尺指示值,即为咬边深度
5、测量焊缝宽度先用主体测量角靠紧焊缝得一边,然后旋转多用尺得测量角靠紧焊缝得另一边,瞧多用尺上得指示值,即为焊缝宽度
6、测量焊件坡口角度根据焊件所需要得坡口角度,用主尺与多用尺配合
瞧主尺工作面与多用尺工作面形成得角度,多用尺指示线所指示值为坡口角度
7、测量焊缝宽度先用主体测