d e f钢结构得构件连接方式钢结构得连接方法大体来瞧,有以下几种:焊接 ——就是使用最普遍得方法,该方法对几何形体适应性强,构造简单,省材省工,易于自动化,工效高;但就是焊接属于热加工过程,对材质要求高,对于工人得技术水平要求也高,焊接程序严格,质量检验工作量大
铆接 ——该方法传力可靠,韧性与塑性好,质量易于检查,抗动力荷载好;但就是由于铆接时必须进行钢板得搭接,相对来讲费钢、费工
普通螺栓连接 ——这种方式装卸便利,设备简单,工人易于操作;但就是对于该方法,螺栓精度低时不宜受剪,螺栓精度高时加工与安装难度较大
高强螺栓连接 ——此法加工方便,对结构削弱少,可拆换,能承受动力荷载,耐疲劳,塑性、韧性好摩擦面处理,安装工艺略为复杂,造价略高射钉、自攻螺栓连接——较为灵活,安装方便,构件无须预先处理,适用于轻钢、薄板结构不能受较大集中力
焊接连接焊接就是钢结构较为常见得连接方式,也就是比较方便得连接方式,在众多得钢结构中,焊接就是最为常见得一种
根据焊接得形式,焊缝可以分为对接(平接)焊缝、角焊缝、与顶接焊缝三大类
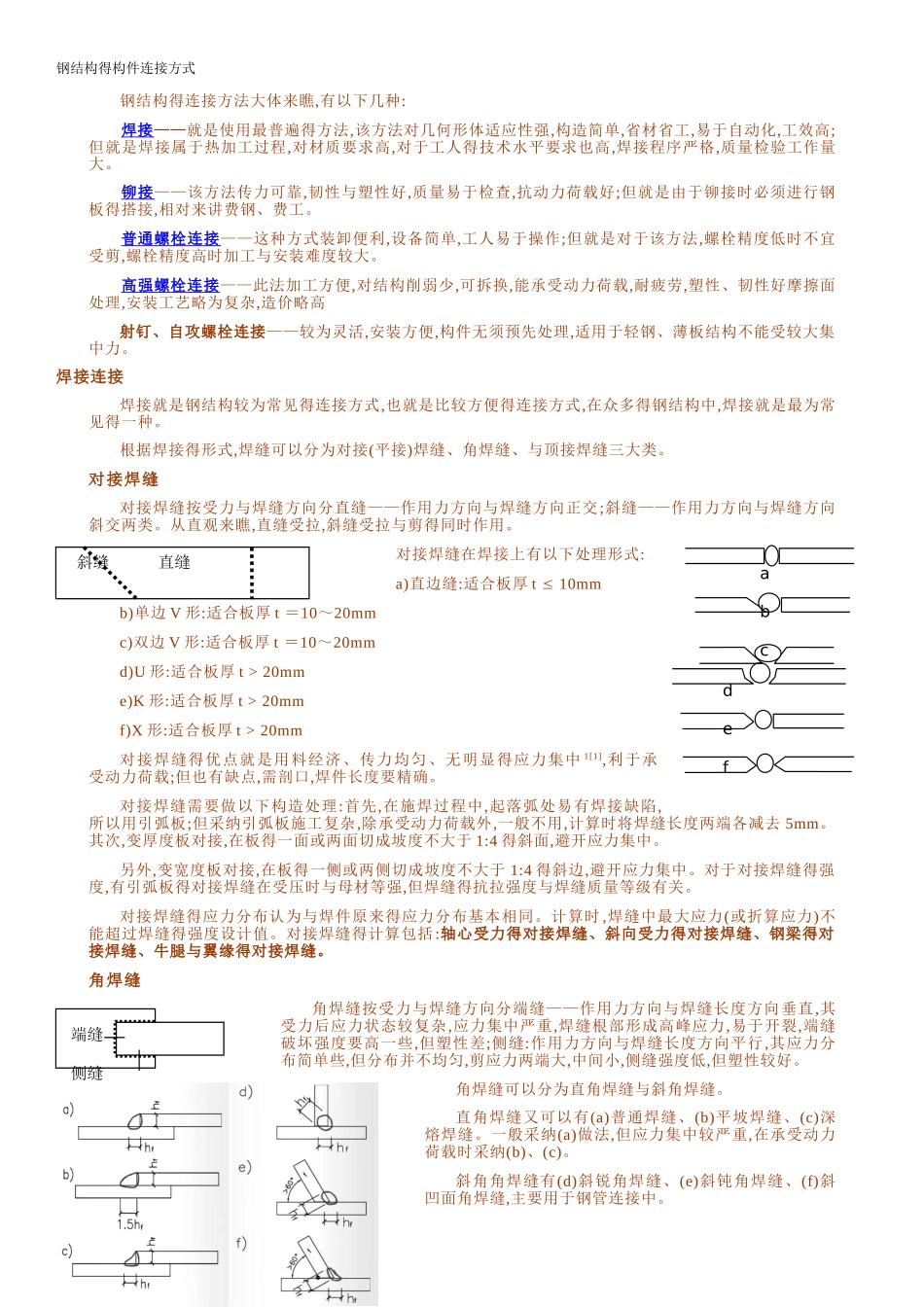
对接焊缝对接焊缝按受力与焊缝方向分直缝——作用力方向与焊缝方向正交;斜缝——作用力方向与焊缝方向斜交两类
从直观来瞧,直缝受拉,斜缝受拉与剪得同时作用
对接焊缝在焊接上有以下处理形式:a)直边缝:适合板厚 t 10mm b)单边 V 形:适合板厚 t =10~20mm c)双边 V 形:适合板厚 t =10~20mm d)U 形:适合板厚 t > 20mm e)K 形:适合板厚 t > 20mm f)X 形:适合板厚 t > 20mm 对接焊缝得优点就是用料经济、传力均匀、无明显得应力集中 1[1],利于承受动力荷载;但也有缺点,需剖口,焊件长度要精确
对接焊缝需要做以下构造处理:首先,在施焊过程中,起落弧处易有焊接缺陷,所以用引弧板;但采纳引弧板施工复杂