数控编程技术实训报告 一、实习目的:1、纯熟掌握 CNC6140C/I 系统的数控车床的编程;2、纯熟运用 FANUC 软件进行加工模拟,特别是掌控对刀的方法,以及运用软件模拟和检查所编程序是否对的;3、通过零件的加工过程,纯熟掌握数控车床的操作方法;4、掌握数控车削的过程、数控加工工艺的过程等
二、实习内容及作业规定:实验内容:根据自己所设计的零件图,拟定加工工艺,编制加工程序,在数控模拟机上进行仿真模拟,然后在数控机床上进行空运营,最后根据所编写的程序将所设计的零件加工出来
作业规定:自己绘制一个中档复杂的零件图,并且规定拟定加工工艺以及所编制的程序,规定有零件图及实物图
三、实习设备、工具和材料: 1、FUNAC 数控仿真软件、绘图软件; 2、CNC6140C/I 数控车床; 3、刀具:仿形车刀、切槽刀; 4、夹具:三爪卡盘; 5、量具:游标卡尺; 6、材料:直径为 43mm 的尼龙棒料
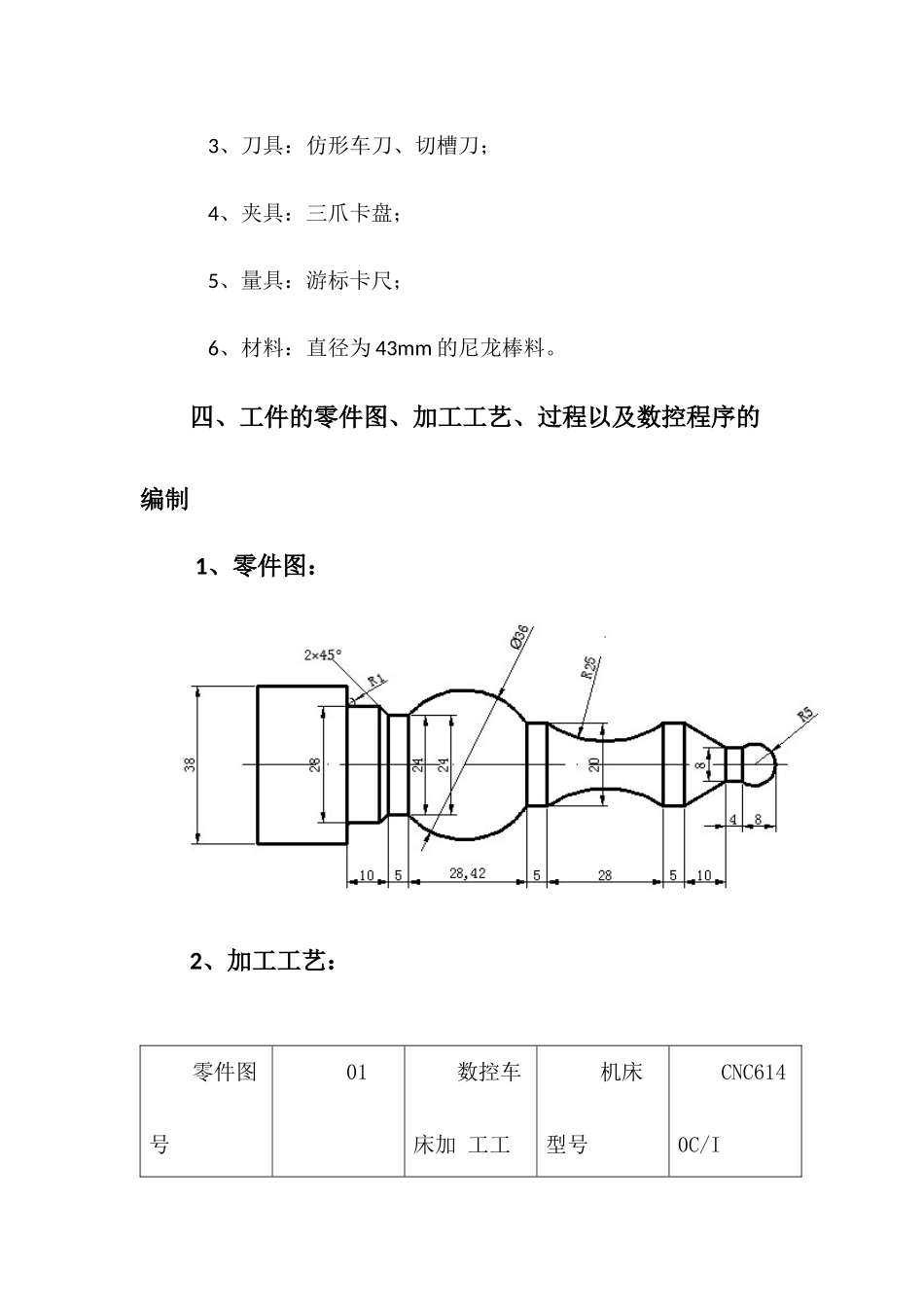
四、工件的零件图、加工工艺、过程以及数控程序的编制 1、零件图:2、加工工艺:零件图号 01数控车床加 工工 机床型号CNC6140C/I艺零件名称 国际象棋 机床编号 01 刀具表 量具表 工具表 T01 仿形车刀 游标卡尺 尼龙棒料 T02 切断刀 序号 工艺内容 切削用量 备注S(r/min)F(mm/min) 1选择直径为 43mm的棒料粗车时每次的切削量不能超过3mm 2 装夹棒料 3 粗车 400 40外圆 4 精车外圆 400 10 5 尺寸测量 6 换刀切断 400 40五、加工过程:1、工件的装夹,回零点并通过对刀设立工件坐标系: 2、加工走刀路线图:3、换切断刀手动切断
六、数控程序:O1033 /程序名/ T0101; 换一号刀用一号刀补M03 S400; 主轴正转,转速 400G00 X45
0 F40; 快速运动到对刀点 X45