第二部分 铸钢铸铁件一、供货范围1
1产品名称乙方按表1中机型所需提供铸钢件
表1 抽油机机型名 称规 格下偏复合平衡抽油机8#CYJB8-4
2-37HPF1
2配套附件每批次提供试件或附铸试棒
二、执行标准铸钢件的制作、检验及包装等应符合以下标准的要求
若下列标准有最新版本,根据最新版本要求执行
其它未列出的与产品有关的法律规范和标准,供货有义务主动向甲方提供
所有法律规范和标准均应为项目采购期时的有效版本
GB/T29021-2025 《石油天然气工业游梁式抽油机》GB/T9439-2025《灰铸铁件》GB/T11352-2025 《一般工程用铸造碳钢件》JB/T5939-1991 《工程机械铸钢件通用技术条件》GB/T 6414-1999 《铸件 尺寸公差与机械加工余量》GB/T 7233
1-2025 《铸钢件 超声检测 第1部分:一般用途铸钢件》三、技术法律规范及要求3
1 抽油机配件的加工必须根据甲方提供的图纸要求进行加工制造,其中包括:设计尺寸及公差、材料规格及成份、加工的技术条件要求等
所有组合件的焊接方式必须是手工焊接,焊缝高度执行图纸要求
2材料 配件材料根据图纸上标注的材质采购
各项指标必须达到国家标准
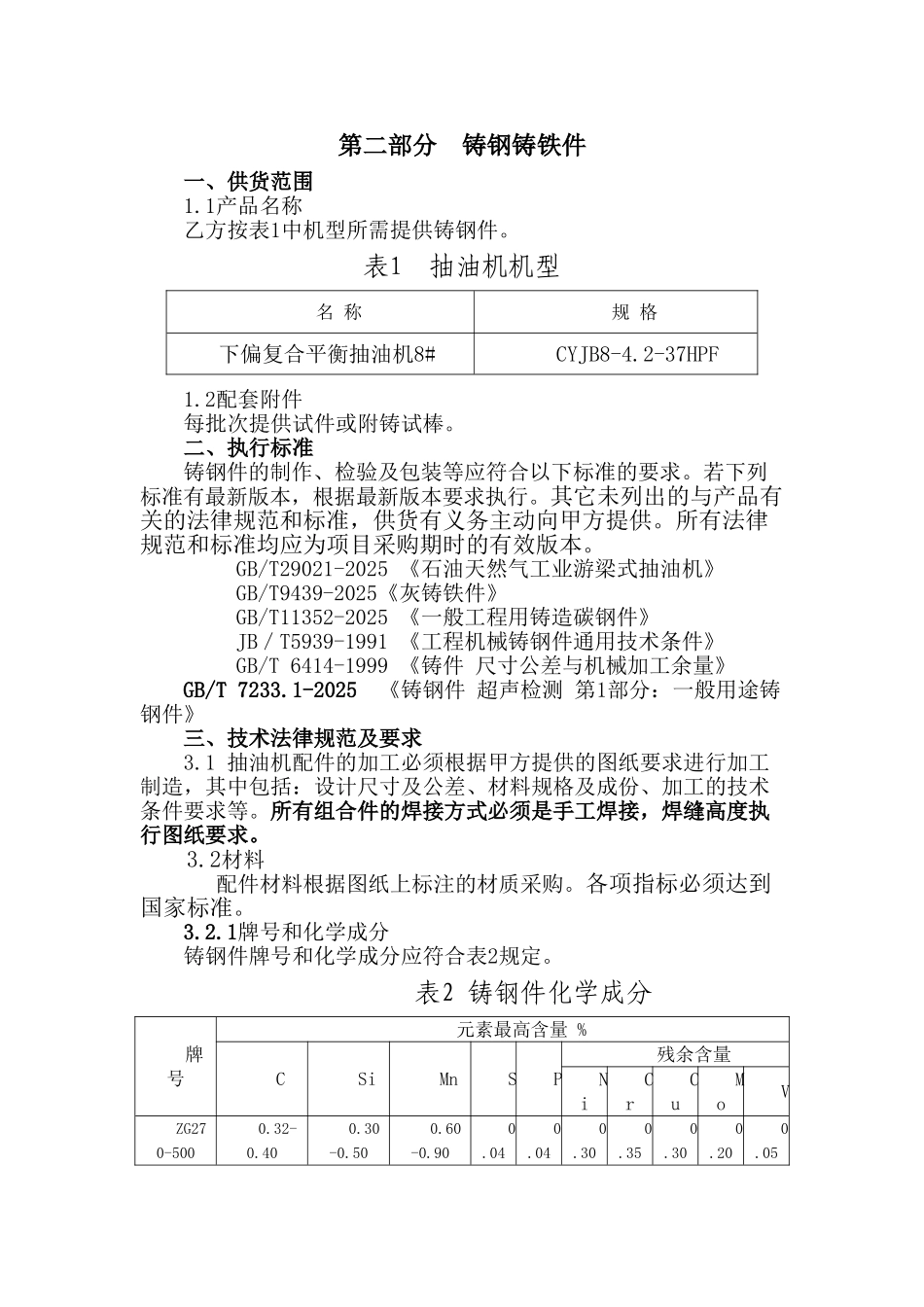
1牌号和化学成分铸钢件牌号和化学成分应符合表2规定
表2 铸钢件化学成分牌号元素最高含量 %CSiMnSP残余含量NiCrCuMoVZG270-5000
05ZG310-5700
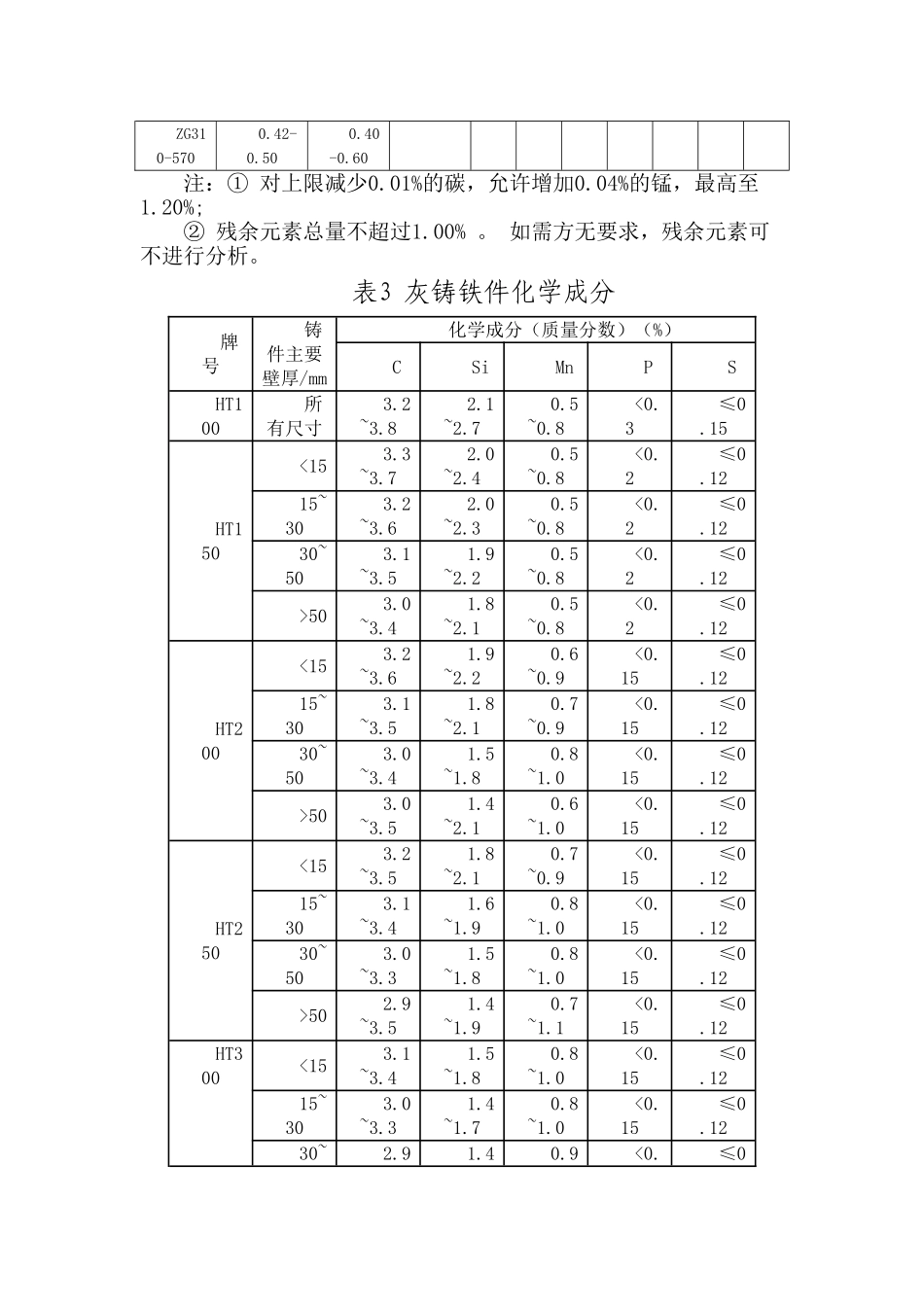
60注:① 对上限减少0
01%的碳,允许增加0
04%的锰,最高至1
20%;② 残余元素总量不超过1
如需方无要求,残余元素可不进行分析
表3 灰铸铁件化学成分牌号铸件主要壁厚/mm化学成分(质量分数)(%)CSiMn