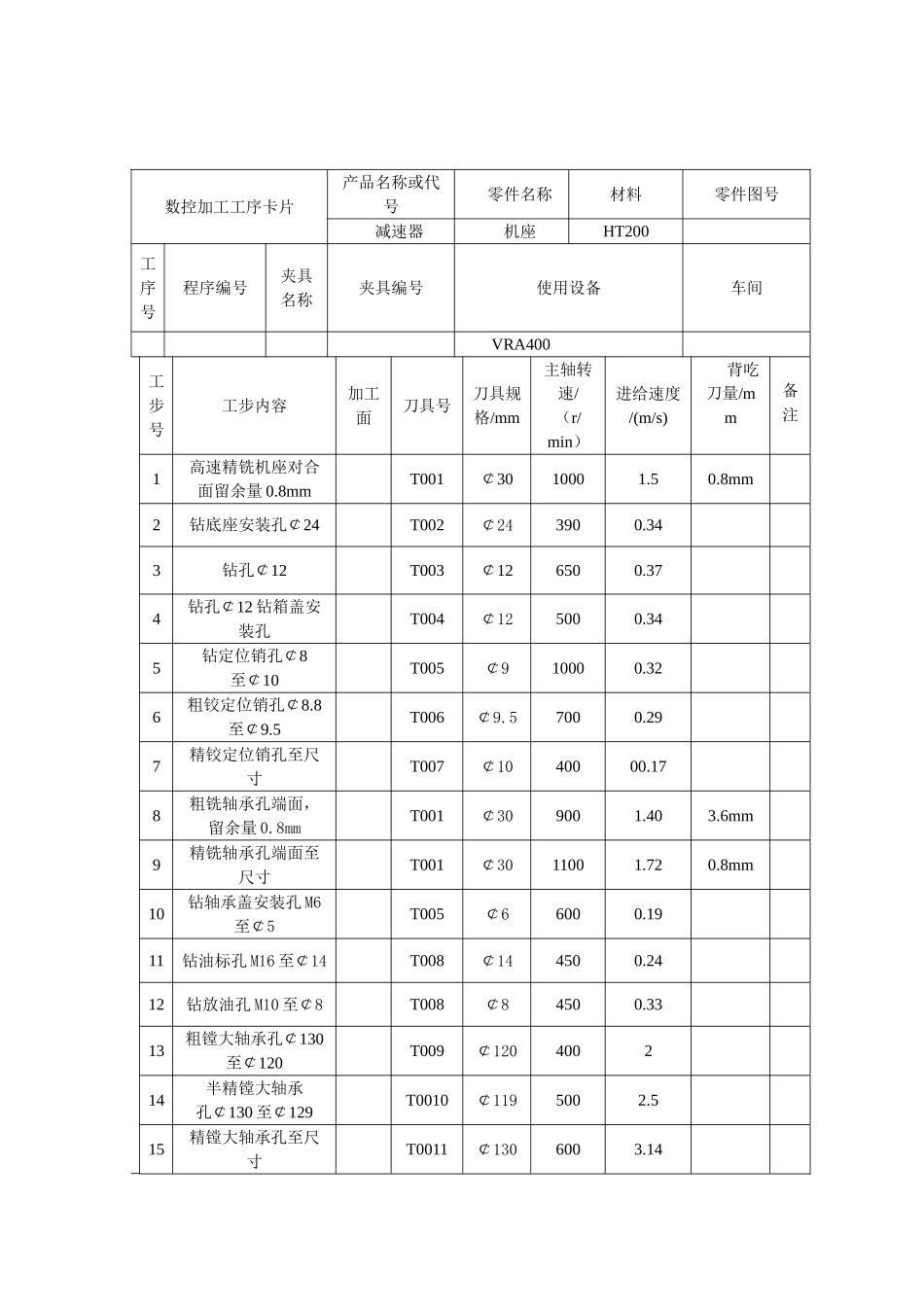
减速器座体数控加工工艺卡工艺设计:曹锐指导老师: 侯红玲数控加工工序卡片数控加工工序卡片产品名称或代号零件名称材料零件图号减速器机座HT200工序号程序编号夹具名称夹具编号使用设备车间 VRA400 工步号工步内容加工面刀具号刀具规格/mm 主轴转速/(r/min)进给速度/(m/s) 背吃刀量/mm备注1高速精铣机座对合面留余量 0
8mmT001¢3010001
8mm2钻底座安装孔¢24T002¢243900
343钻孔¢12T003¢126500
374钻孔¢12 钻箱盖安装孔T004¢125000
345钻定位销孔¢8至¢10T005¢910000
326粗铰定位销孔¢8
5T006¢9
297精铰定位销孔至尺寸T007¢1040000
178粗铣轴承孔端面,留余量 0
8mmT001¢309001
6mm9精铣轴承孔端面至尺寸T001¢3011001
8mm10钻轴承盖安装孔 M6至¢5T005¢66000
1911钻油标孔 M16 至¢14T008¢144500
2412钻放油孔 M10 至¢8T008¢84500
3313粗镗大轴承孔¢130至¢120T009¢120400214半精镗大轴承孔¢130 至¢129T0010¢1195002
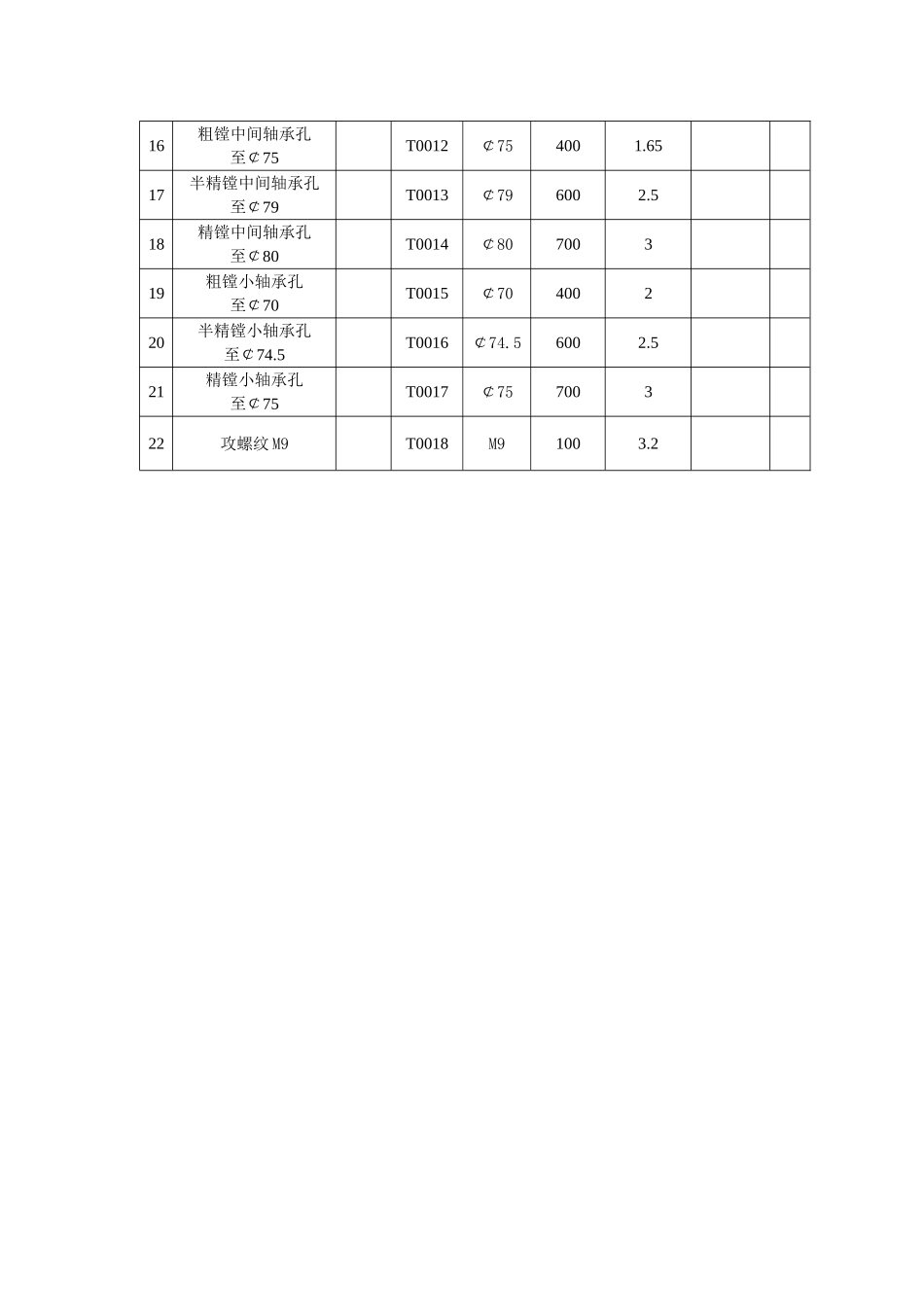
515精镗大轴承孔至尺寸T0011¢1306003
1416粗镗中间轴承孔至¢75T0012¢754001
6517半精镗中间轴承孔至¢79T0013¢796002
518精镗中间轴承孔至¢80T0014¢80700319粗镗小轴承孔至¢70T0015¢70400220半精镗小轴承孔至¢74
5T0016¢74
521精镗小轴承孔至¢75T0017¢75700322攻螺纹 M9T0018M91003
2数控加工刀具卡片产品名称零件类型机座零件图号程序编号工步号刀具号刀