精选全文完整版动力电池装配拧紧技术应用及系统防呆讨论【摘要】:本文介绍了动力电池装配制造工艺中的常用拧紧系统和 FDS 热熔自攻丝技术,对常见拧紧失效模式和机理进行了分析,以及如何系统防呆进行了讨论和全面的阐述
引言随着全球新能源产业的不断壮大,动力电池近年来得以快速进展,电池包装配是动力电池制造的重要工艺,拧紧技术又是电池包装配的重要环节,动力电池拧紧包括高低压元器件连接、水冷板连接、电箱上盖拧紧、角铁拧紧、模组入箱拧紧等,目前向着自动化,集成化,智能化等方向迅速进展,有必要对拧紧系统进行梳理,失效模式和机理分析,拧紧系统防呆进行讨论改善
动力电池拧紧系统螺栓拧紧的实质是通过将螺栓的轴向预紧力控制到适当范围,从而将两个工件可靠地连接在一起,拧紧系统是动力电池装配制造中比较成熟的工艺,主要用于电池装配中螺钉螺栓紧固
1 拧紧系统:由拧紧控制器,拧紧枪,交换机,PLC,上位机,MES 系统,送钉集成系统等组成
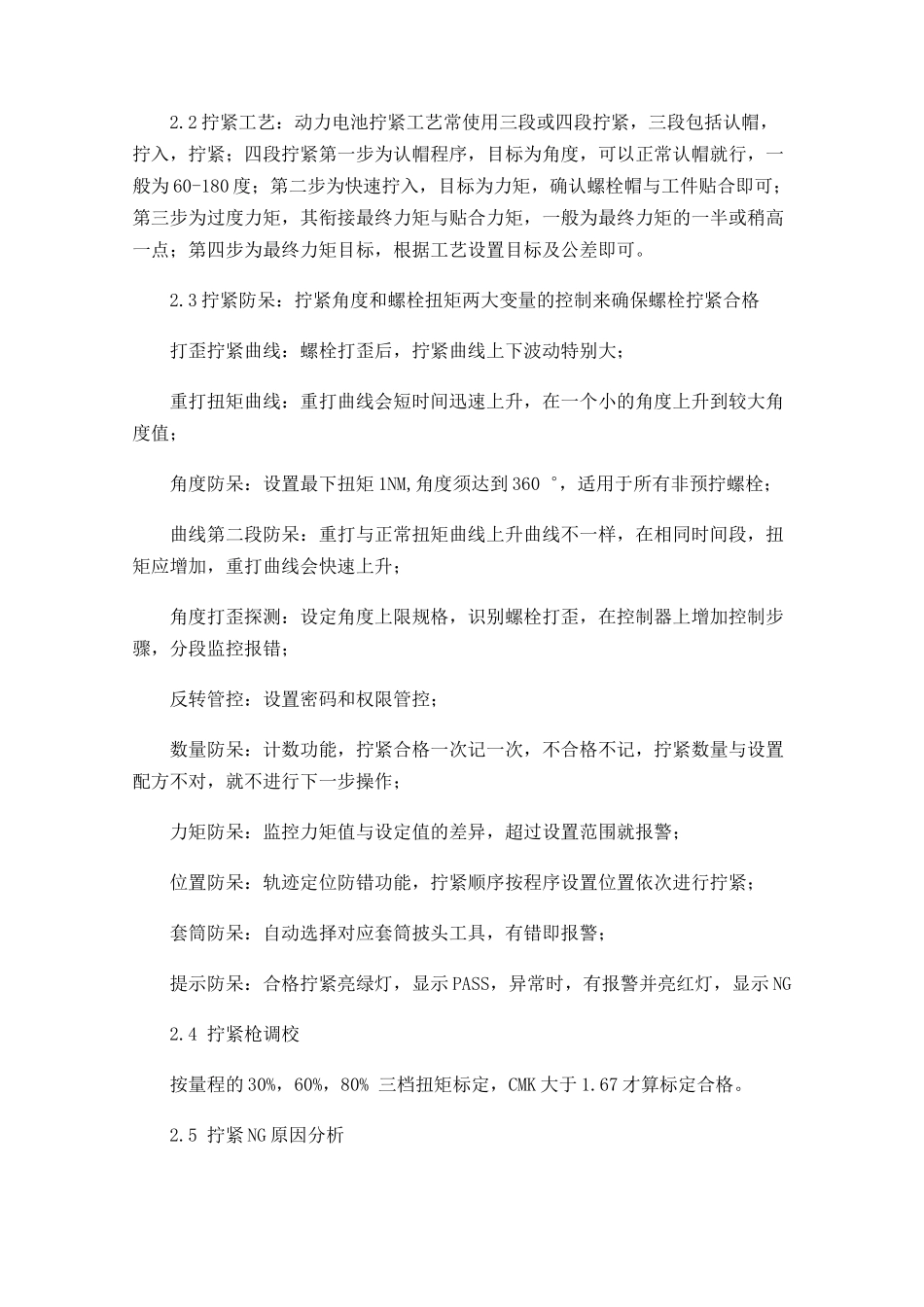
上位机:工控机电脑,安装厂商软件,提供工位装配提示及返工等操作,主要与 PLC 和 MES 交互;PLC:与上位机通讯,读取上位机写入的程序号,与拧紧系统通讯,写入拧紧枪需要调用的拧紧程序号,拧紧结束后读取拧紧控制器写入的 OK/NG 信号和扭矩角度值并上传给上位机;拧紧枪系统:通过总线与 PLC 交互,接收 PLC 下发的使能信号和程序号,在拧紧结束后发送数据和判定结果给 PLC
2 拧紧工艺:动力电池拧紧工艺常使用三段或四段拧紧,三段包括认帽,拧入,拧紧;四段拧紧第一步为认帽程序,目标为角度,可以正常认帽就行,一般为 60-180 度;第二步为快速拧入,目标为力矩,确认螺栓帽与工件贴合即可;第三步为过度力矩,其衔接最终力矩与贴合力矩,一般为最终力矩的一半或稍高一点;第四步为最终力矩目标,根据工艺设置目标及公差即可
3 拧紧防呆:拧紧角度和螺栓扭