数控编程与 CAM 课程设计 课题名称: 数控铣加工工艺设计及其数控加工与仿真 专 业: 05 数控技术 班 级: ( 1) 班 姓 名: 梁长来 指 导 老 师: 周建强 数控铣加工工艺设计及其数控加工与仿真一、课题任务:依照如下零件图,设计其数控加工工艺、编制数控加工程序,并在仿真软件上完毕该零件加工,写出必要仿真加工环节
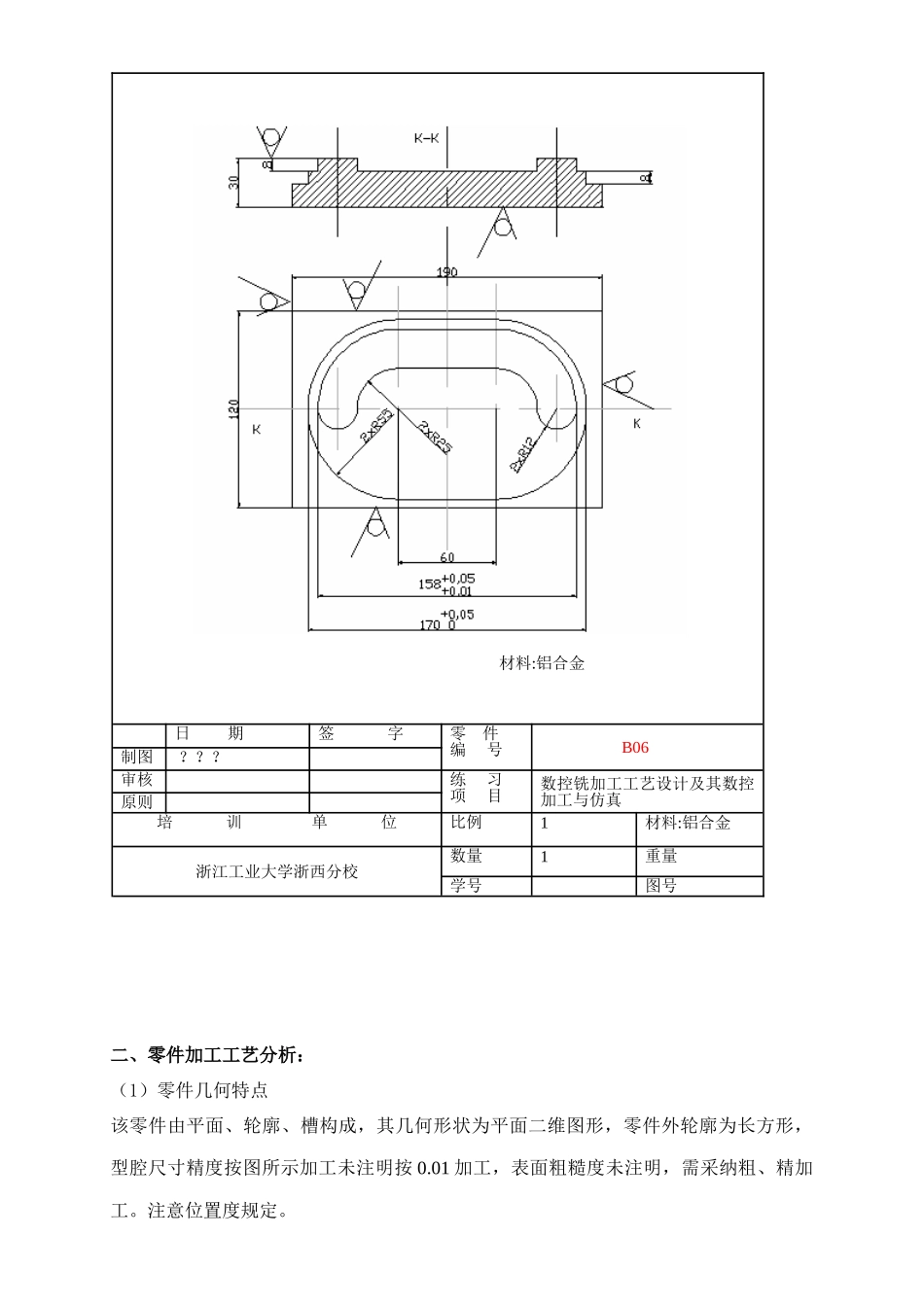
二、零件加工工艺分析:(1)零件几何特点该零件由平面、轮廓、槽构成,其几何形状为平面二维图形,零件外轮廓为长方形,型腔尺寸精度按图所示加工未注明按 0
01 加工,表面粗糙度未注明,需采纳粗、精加工
注意位置度规定
材料:铝合金 日 期签 字零 件编 号B06制图
审核 练 习项 目数控铣加工工艺设计及其数控加工与仿真原则 培 训 单 位比例1材料:铝合金浙江工业大学浙西分校数量1重量学号 图号(2)加工工序 毛坯为 190×125×30 板材,工件材料为铝合金,外形已加工,依照零件图样规定其加工工序为: 1)
铣外轮廓时,刀具沿零件轮廓切向切入,切向切入可以是直线切向切入,也可以是圆弧切向切入;在铣削凹槽一类封闭轮廓时,其切入和切出不容许有外延,铣刀要沿零件轮廓法线切入和切出
拟定切削用量:刀具直径 20 (铣外型) 3)
各工序刀具及切削参数选取序号加工面刀 具号刀具规格主 轴 转速n/r
min-1进 给 速 度V/mm
min-1类型材料1粗加工外型T01φ20 三刃立铣刀高速钢5501502精加工外型T01φ20 三刃立铣刀8001002、加工过程拟定工件坐标系和对刀点在 XOY 平面内拟定以 O 点为工件原点,Z 方向以工件上表面为原点,建立工件坐标系
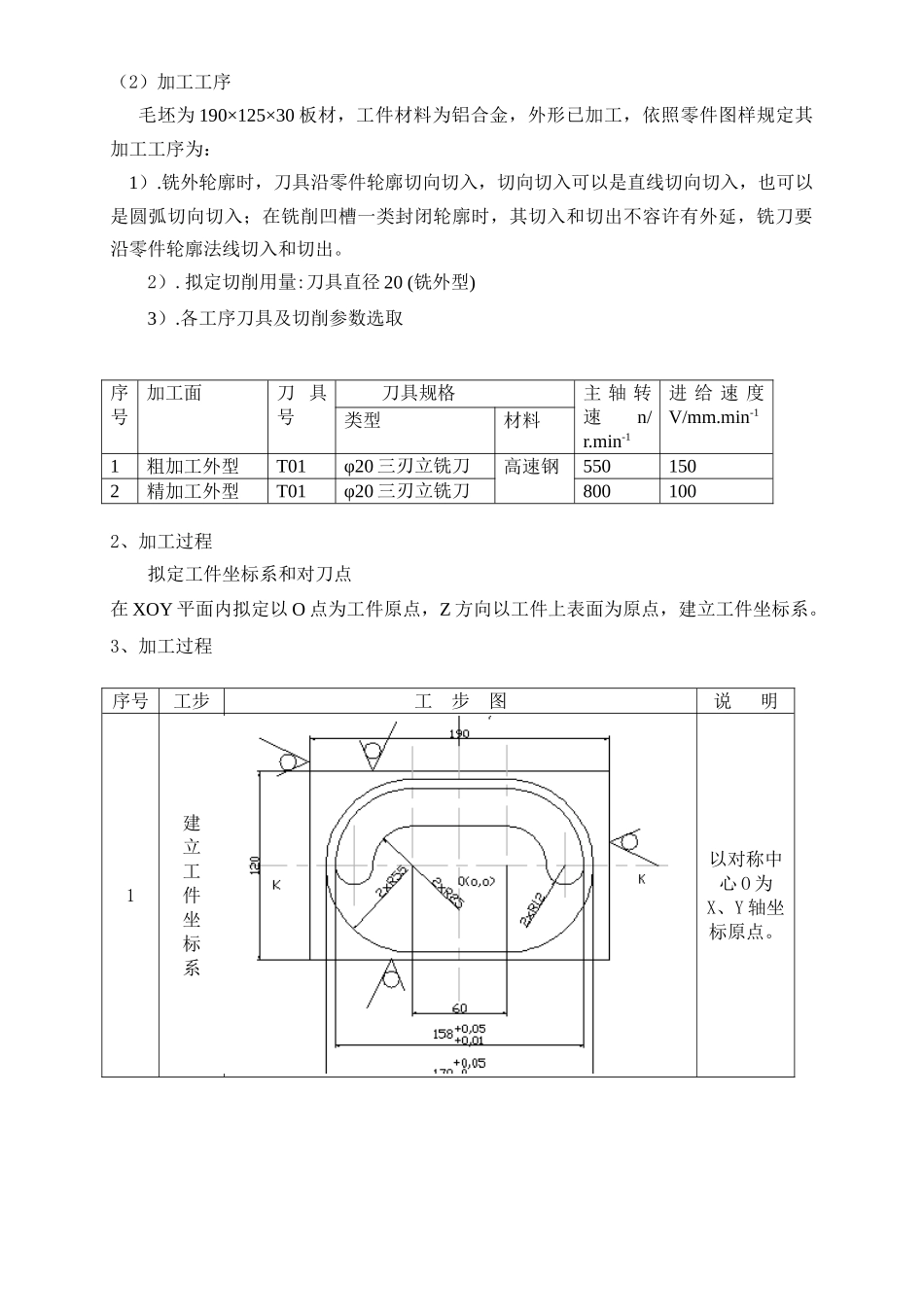
3、加工过程序号工步工 步 图说 明1建立工件坐标系 以对称中心 O 为X、Y 轴坐标原点
2粗加工外型用三刃立铣刀铣削如图所示阴 影 某些,铣削深度 8mm3粗加工外型用