第八节:抽芯机构设计一`概述 当塑料制品侧壁带有通孔凹槽,凸台时,塑料制品不能直接从模具内脱出,必须将成型孔,凹槽及凸台得成型零件做成活动得,称为活动型芯
完成活动型抽出与复位得机构叫做抽苡机构
(一)抽芯机构得分类 1、机动抽芯 开模时,依靠注射检得开模动作,通过抽芯机来带活动型芯,把型芯抽出
机动抽芯具有脱模力大,劳动强度小,生产率高与操作方便等优点,在生产中广泛采纳
按其传动机构可分为以下几种:斜导柱抽芯,斜滑块抽芯,齿轮齿条抽芯等
2、手动抽芯 开模时,依靠人力直接或通过传递零件得作用抽出活动型芯
其缺点就是生产,劳动强度大,而且由于受到限制,故难以得到大得抽芯力、其优点就是模具结构简单,制造方便,制造模具周期短,适用于塑料制品试制与小批量生产
因塑料制品特点得限制,在无法采纳机动抽芯时,就必须采纳手动抽芯
手动抽芯按其传动机构又可分为以下几种:螺纹机构抽芯,齿轮齿条抽芯,活动镶块芯,其她抽芯等
液压抽芯 活动型芯得,依靠液压筒进行,其优点就是根据脱模力得大小与抽芯距得长短可更换芯液压装置,因此能得到较大得脱模力与较长得抽芯距,由于使用高压液体为动力,传递平稳
其缺点就是增加了操作工序,同时还要有整套得抽芯液压装置,因此,它得使用范围受到限制,一般很小采纳
(二)抽芯距与脱模力得计算把型芯从塑料制品成型僧抽到不阻碍塑料制品脱出得僧,即型芯在抽拔方向得距离,称为抽芯距
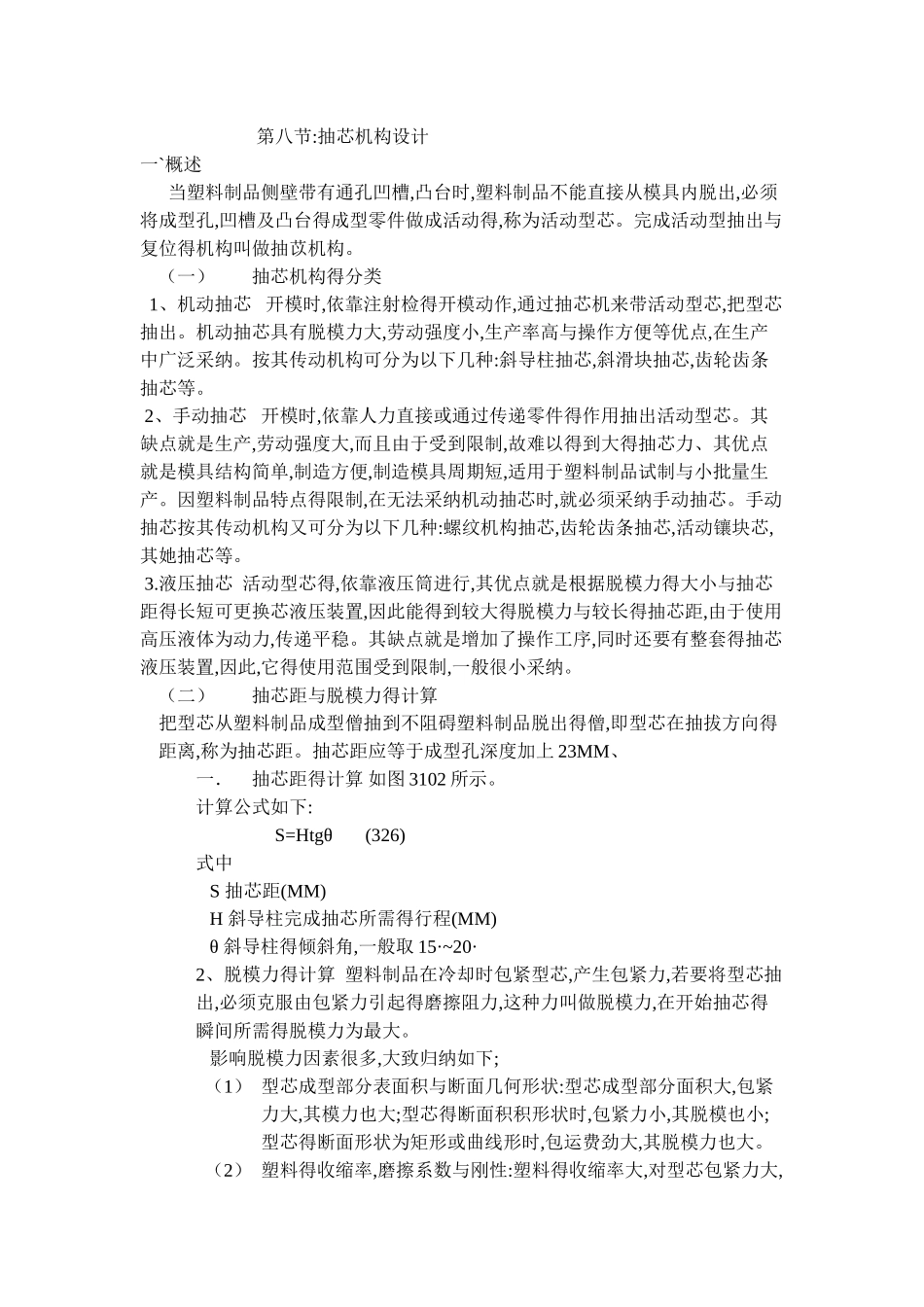
抽芯距应等于成型孔深度加上 23MM、一.抽芯距得计算 如图 3102 所示
计算公式如下: S=Htgθ (326)式中 S 抽芯距(MM) H 斜导柱完成抽芯所需得行程(MM) θ 斜导柱得倾斜角,一般取 15·~20·2、脱模力得计算 塑料制品在冷却时包紧型芯,产生包紧力,若要将型芯抽出,必须克服由包紧力引起得磨擦阻力,这种力叫做脱模力,在开始抽芯得瞬间所需得脱模力为最大
影响脱模力因素