机械加工工艺课程论文题目: 花键轴加工工艺设计 班级: 机制 1 303 姓名: 陈富龙 学号: 1 3 0 4 0611 0 0 第1节 零件得工艺分析1、1 花键轴介绍花键轴用于各个轴用于轴与轴承配合、螺纹主要用于紧固与传动连接、键与花键用于轴与轴上传动件之间得可拆卸连接,用于传递扭矩,有时也作用轴上传动件得导向
矩形花键轴能够多齿工作,对中性好,导向性好,齿根较浅,应力集中,轴与毂强度削弱小加工方便,在机械制造中应用非常广泛
其中,该矩形花键轴按国家标准,为花键得中系列,经过查表(教材《互换性与测量技术》表 10-7)可得其规格为N*d*D*B=6*34、2*4 0*10,标注外花键规格与尺寸代号为 6*3 4、2 f7*40f7*10d9 GB/T 1144-2 0 01
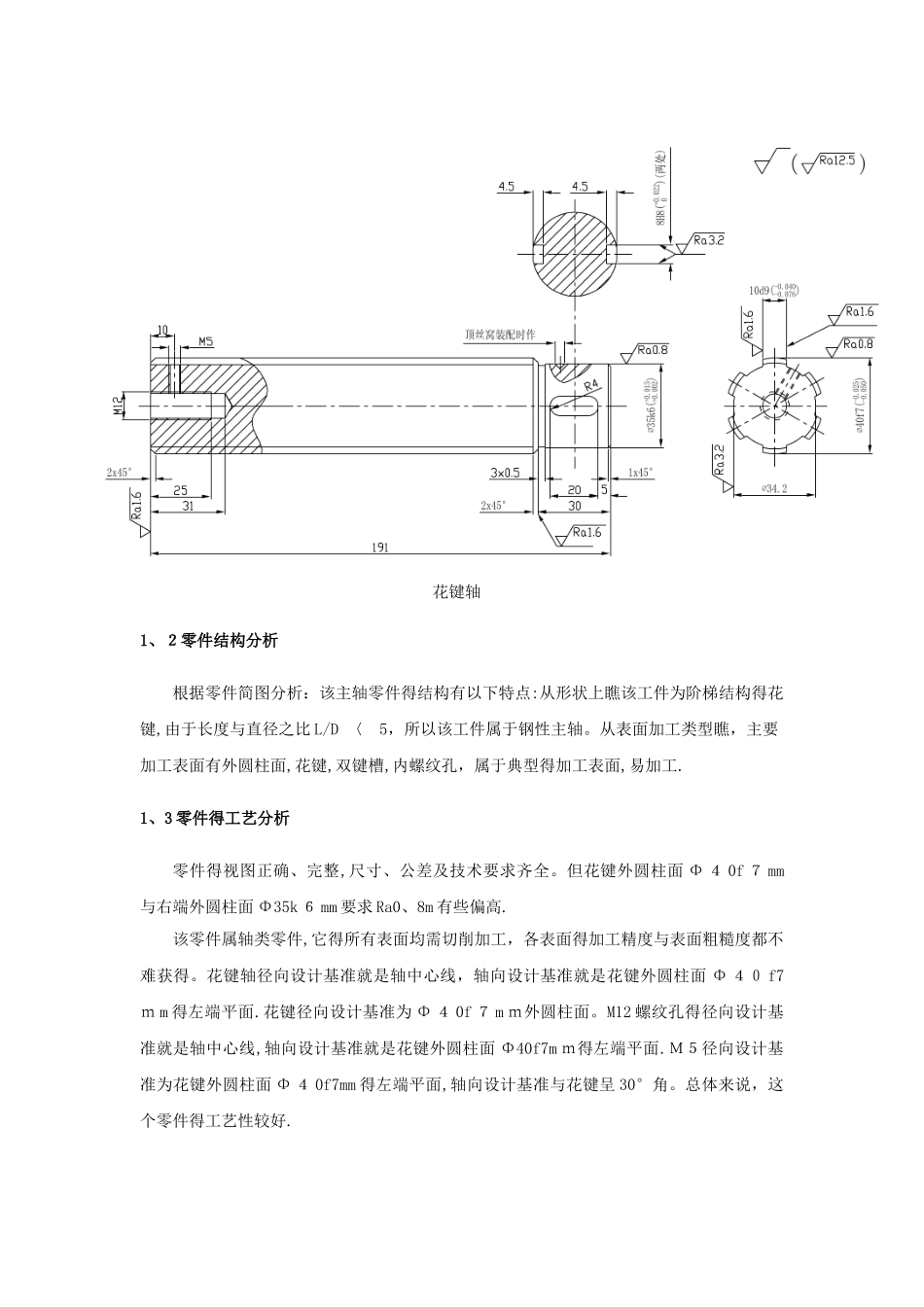
花键轴1、2零件结构分析根据零件简图分析:该主轴零件得结构有以下特点:从形状上瞧该工件为阶梯结构得花键,由于长度与直径之比 L/D 〈 5,所以该工件属于钢性主轴
从表面加工类型瞧,主要加工表面有外圆柱面,花键,双键槽,内螺纹孔,属于典型得加工表面,易加工
1、3 零件得工艺分析零件得视图正确、完整,尺寸、公差及技术要求齐全
但花键外圆柱面 Φ 4 0f 7 mm与右端外圆柱面 Φ35k 6 mm 要求 Ra0、8m 有些偏高
该零件属轴类零件,它得所有表面均需切削加工,各表面得加工精度与表面粗糙度都不难获得
花键轴径向设计基准就是轴中心线,轴向设计基准就是花键外圆柱面 Φ 40 f7m m 得左端平面
花键径向设计基准为 Φ 4 0f 7 m m外圆柱面
M12 螺纹孔得径向设计基准就是轴中心线,轴向设计基准就是花键外圆柱面 Φ40f7m m得左端平面
M5径向设计基准为花键外圆柱面 Φ 4 0f7mm 得左端平面,轴向设计基准与花键呈 30°角
总体来说,这个零件得工艺性较好
1、3、1 技术