5000m3球形储罐制作工程施工组织设计编制: 审核: 批准:二OO二年八月1
总则该工程主要工作内容是 4 台 5000m3液氨球罐制作、安装
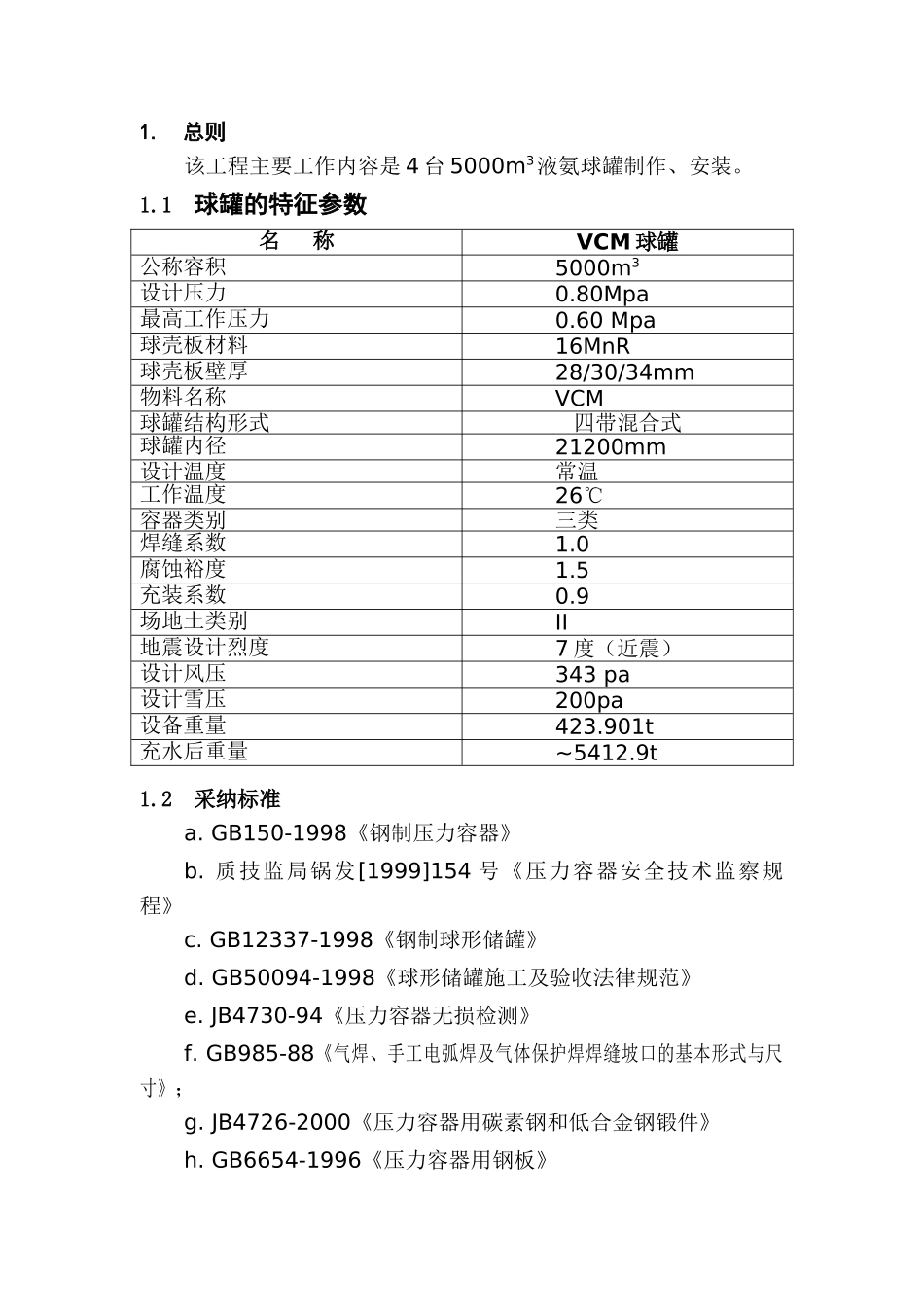
1 球罐的特征参数名 称VCM 球罐公称容积5000m3设计压力0
80Mpa最高工作压力0
60 Mpa球壳板材料16MnR球壳板壁厚28/30/34mm物料名称VCM球罐结构形式四带混合式球罐内径21200mm设计温度常温工作温度26℃容器类别三类焊缝系数1
0腐蚀裕度1
5充装系数0
9场地土类别II地震设计烈度7 度(近震)设计风压343 pa设计雪压200pa设备重量423
901t充水后重量~5412
2 采纳标准a
GB150-1998《钢制压力容器》b
质技监局锅发[1999]154 号《压力容器安全技术监察规程》c
GB12337-1998《钢制球形储罐》d
GB50094-1998《球形储罐施工及验收法律规范》e
JB4730-94《压力容器无损检测》f
GB985-88《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》;g
JB4726-2000《压力容器用碳素钢和低合金钢锻件》h
GB6654-1996《压力容器用钢板》i
SHJ22-90《石油化工企业设备与管道涂料腐蚀设计与施工法律规范》j
JB2536-80《压力容器油漆、包装及运输》k
GB/T5118-1995《低合金焊条》l
GB/T3965-1995《熔敷金属扩散氢测定方法》m
JB4708-2000《钢制压力容器焊接工艺评定》2
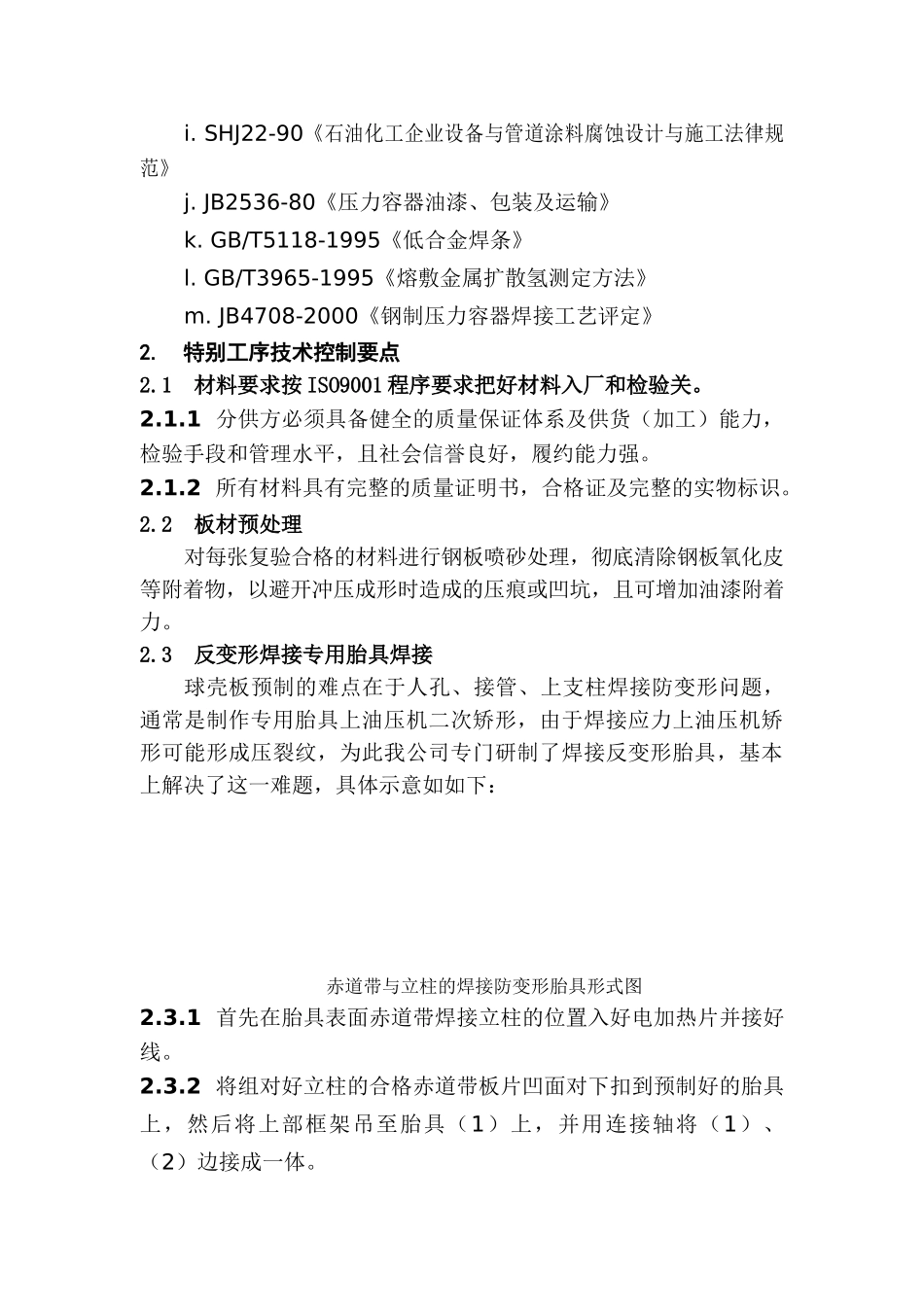
特别工序技术控制要点2
1 材料要求按 ISO9001 程序要求把好材料入厂和检验关
1 分供方必须具备健全的质量保证体系及供货(加工)能力,检验手段和管理水平,且社会信誉良好,履约能力强
2 所有材料具有完整的质量证明书,合格证及完整的实物标识