PP-R 给 水 管 暗 敷 结 构 层 分 项 工 程 质 量 技 术 交 底 GD2301003施工单位广东某有限公司工程名称XX分部工程给水排水及采暖工程交底部位B1~B2 栋日 期2005 年 4 月 3 日交底内容1、施工工艺:施工准备 模板安装好进行管道测量、放线 板底筋绑扎好后进行安装固定 管道试压、报验 管道带压浇砼 浇砼完成 8h 后管道降压放水
2、模板安装完成后,按设计图纸位置在模板表面上用红油漆画出水管敷设位置
3、板底筋绑扎完后即进行给水管敷设,敷设好的水管用扎线吊起固定,水管与钢筋应留有不少于 10mm 的空隙
管道布置时,应尽量避开水管、电线管三管上、中、下交叉
多管在平面布置时,管与管间应有不少于30mm 的间隙,不可使三管靠 在一起敷设
4、同种材质的 PPR 管与管配件之间,采纳热熔连接
PPR 管与金属管件连接,采纳带金属嵌件的 PPR 管件作为过渡,该管件与塑料管采纳热熔连接,与金属管件或卫生器具五金配件采纳丝扣连接
5、热熔连接按下列步骤进行:5
1 热熔工具到达工作温度指示灯亮方能开始操作
2 用管剪截管,并使管端面垂直于管轴,去除管端面毛边和毛刺
3 管材、管件连接端面必须清洁、干燥、无油
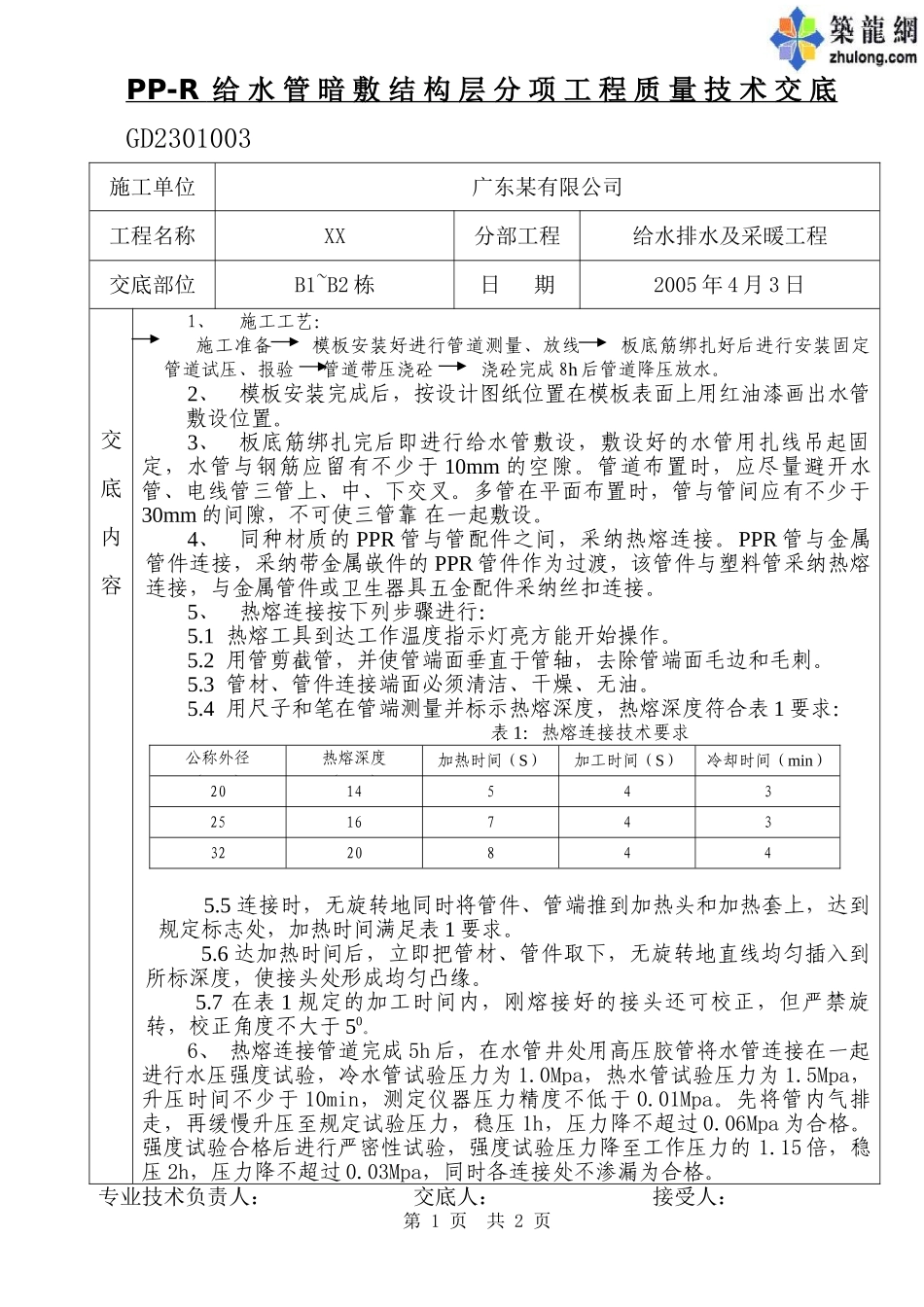
4 用尺子和笔在管端测量并标示热熔深度,热熔深度符合表 1 要求:表 1:热熔连接技术要求公称外径(mm)热熔深度(mm)加热时间(S)加工时间(S)冷却时间(min)201454325167433220844 5
5 连接时,无旋转地同时将管件、管端推到加热头和加热套上,达到规定标志处,加热时间满足表 1 要求
6 达加热时间后,立即把管材、管件取下,无旋转地直线均匀插入到所标深度,使接头处形成均匀凸缘
7 在表 1 规定的加工时间内,刚熔接好的接头还可校正,但严禁旋转,校正角度不大于 50
6、 热熔连接管道完成 5h