作业文件对焊作业指导书开始实施日期2025 年5 月 1 日版本号:1编号:QI 7-22第 1 页共 4 页修 改 记 录修改号生效日期修改页次修 改 理 由修改号编写审核会签批准批准日期施祖荫周锡光王定武方 东傅立容2025
8 1 适用范围 本作业指导书适用于本局承建工程的对焊作业
2 参照文件 2
1 《钢筋焊接接头试验方法标准》(JGJ/P27-2001)2
2 《施工现场临时用电安全技术法律规范》(JGJ46-88)2
3 《钢筋焊接及验收规程》(JGJ18-2025) 3 实施要求 3
1 施工设备 建筑企业常见对焊机有表 1 所列几种: 表 1序号功率(kW)常 见 机 型 备 注175UN1-75手 动 式2100UN1-100手 动 式3150UN17-150-1自动式(气压式) 3
2 实施步骤 3
1 根据钢筋直径大小不同,端面情况有异,一般分以下三种对焊工艺: 3
1 连续闪光焊:适用于钢筋直径较小
2 预热闪光焊:适用于钢筋直径较大,端面比较平整
3 闪光 — 预热 — 闪光焊:适用于钢筋直径较大,端面不够平整
由于我局使用的对焊材料为 φ28mm 热轧带胁钢筋为主,并且端面不够平整,适宜采纳第三种对焊工艺
在钢筋对焊生产中,操作过程的各个环节应密切配合,假如外线路电压变化,则各项参数要相应变化
2 实施过程要求 3
1 对焊机应安装在室内,要有可靠的接地
若多台并列安装时,对焊机之间的距离要有 3 米,并应分别接在不同相的电源上,每台对焊机必有各自的闸刀开关
闸刀开关与对焊机之间的导线应用套管加以保护
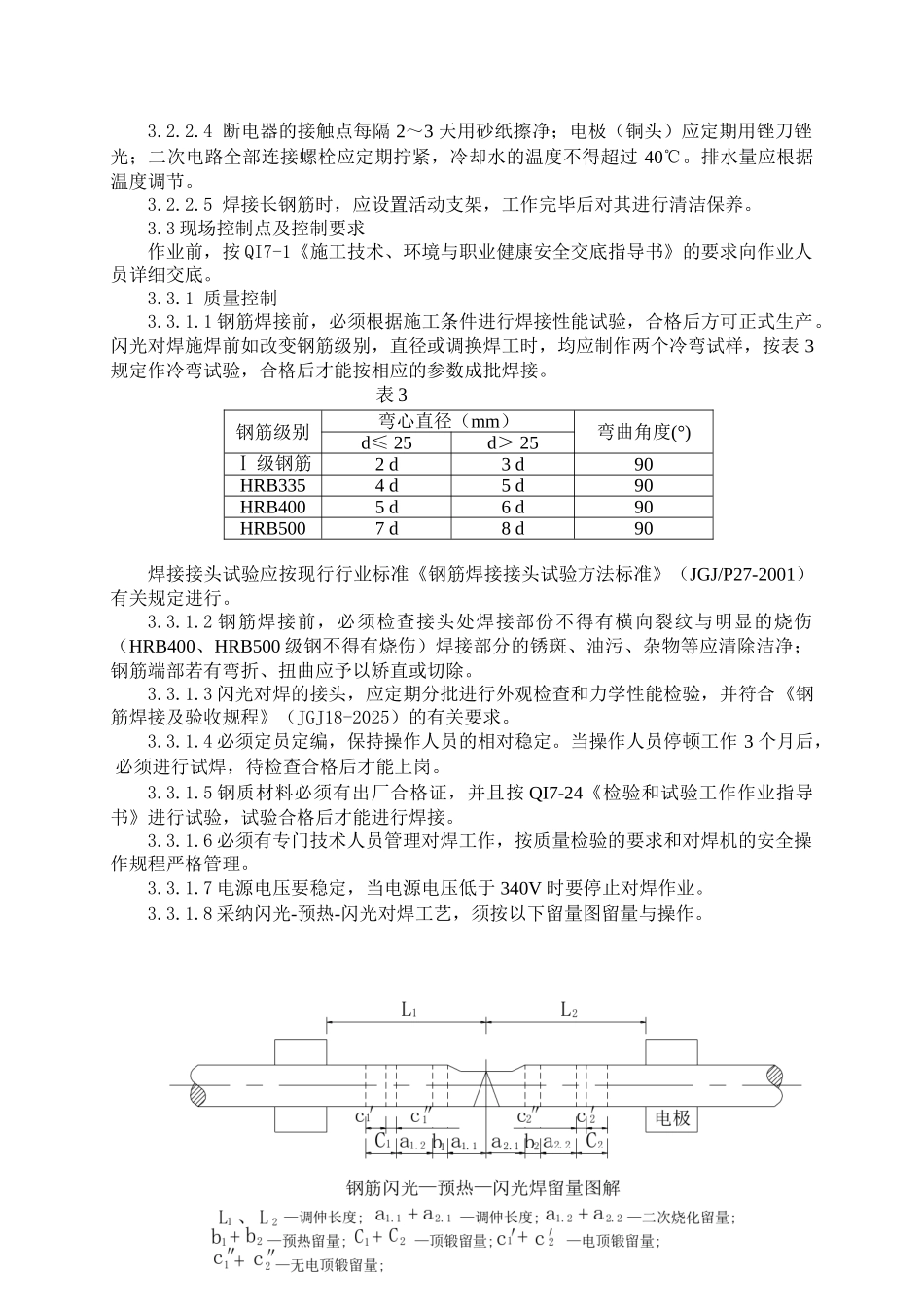
导线截面积应不少于表 2 规定: 表 2对焊机额定功率(kVA)75100150一次电压为 220V 时导线截面积(mm )3545一次电压为 380V 时导线截面积(mm )253