冲天炉熔化工艺守则 一、材料准务 1、焦炭、石灰石、生铁、回炉铁,废钢以及修炉、修包用的材料(耐火砖、耐火泥、石黄砂、焦炭粉等)的成份,性能主其他质量指标,均应符合有关规定
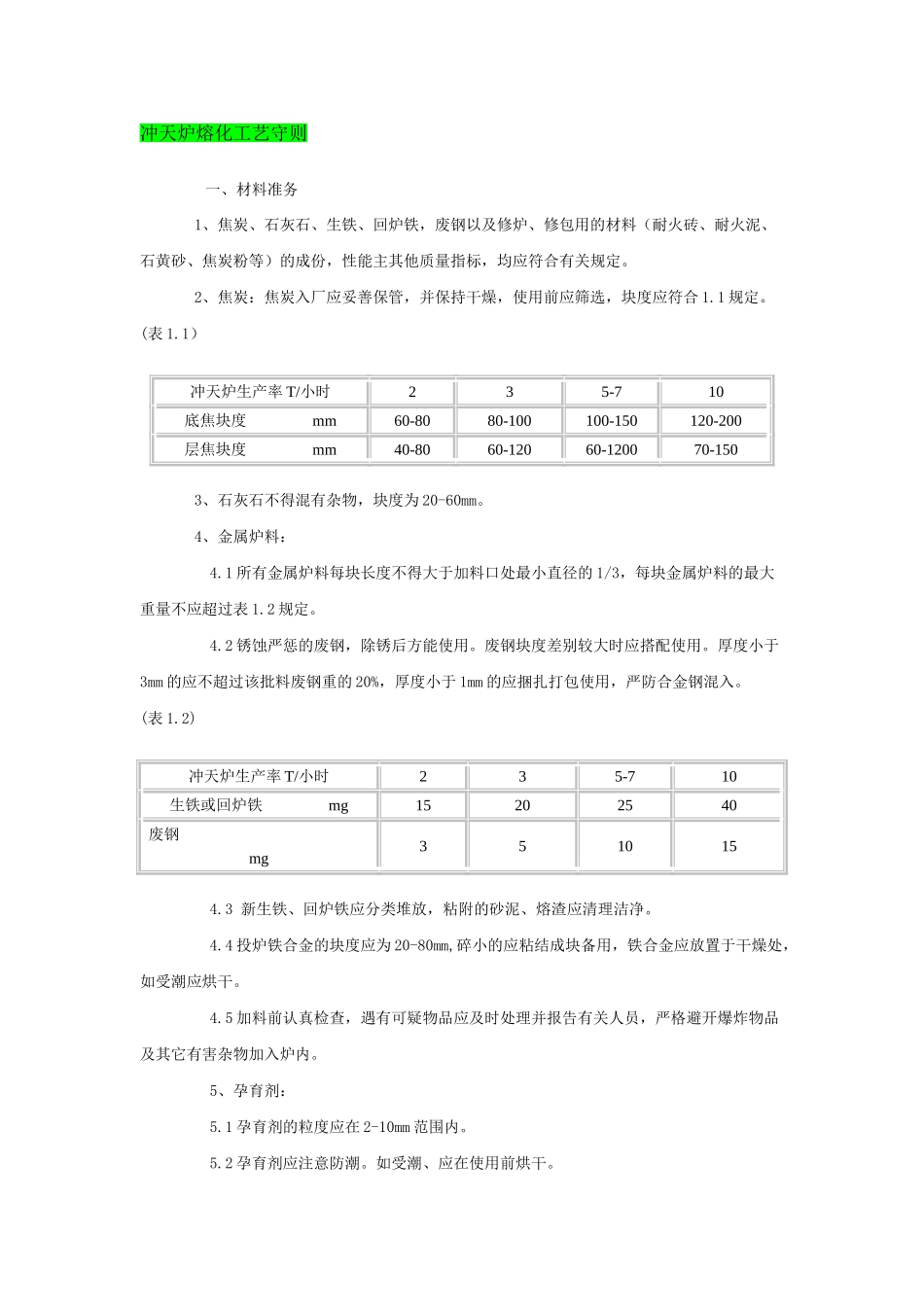
2、焦炭:焦炭入厂应妥善保管,并保持干燥,使用前应筛选,块度应符合 1
1)冲天炉生产率 T/小时235-710底焦块度 mm60-8080-100100-150120-200层焦块度 mm40-8060-12060-120070-150 3、石灰石不得混有杂物,块度为 20-60mm
4、金属炉料: 4
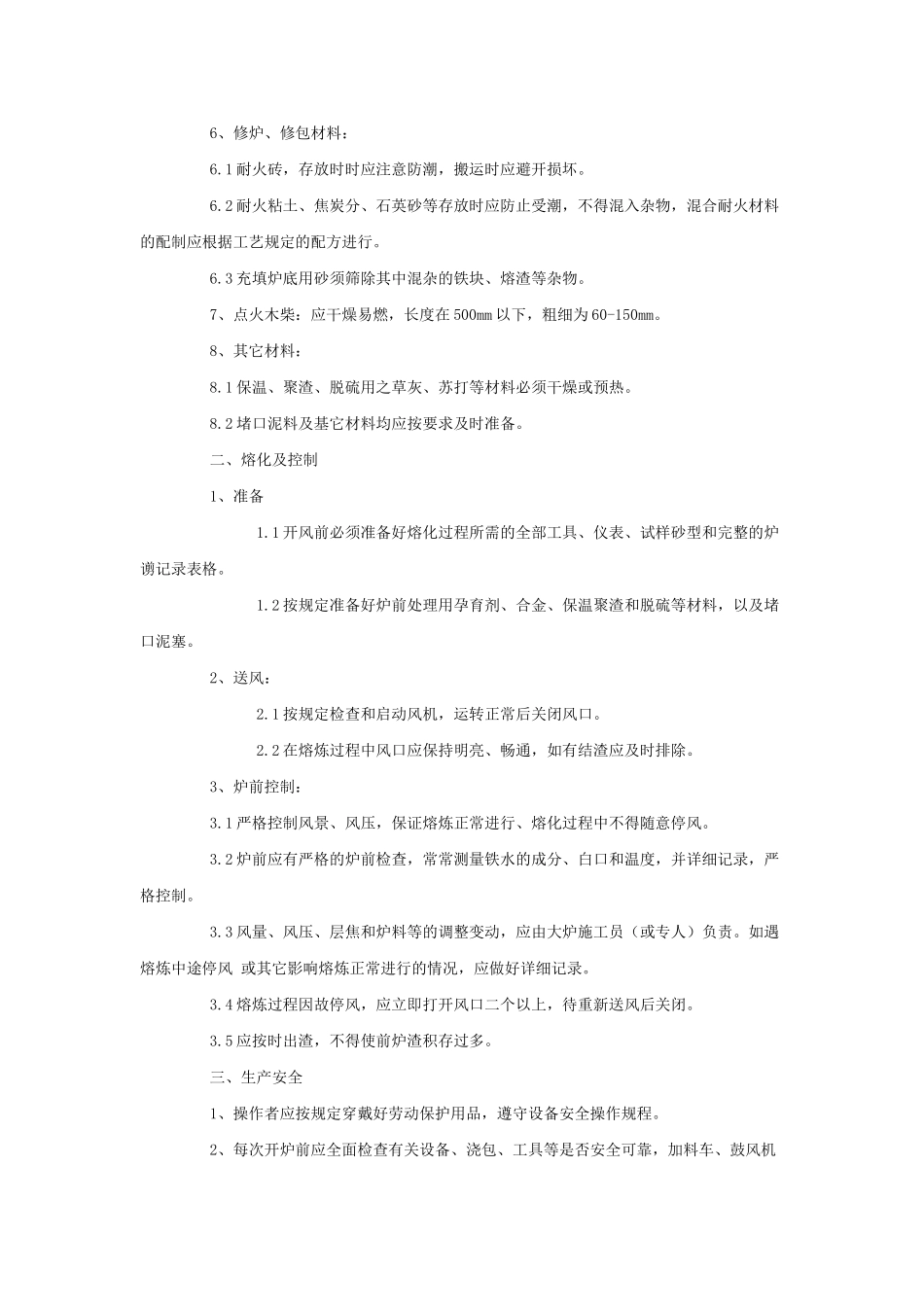
1 所有金属炉料每块长度不得大于加料口处最小直径的 1/3,每块金属炉料的最大重量不应超过表 1
2 锈蚀严惩的废钢,除锈后方能使用
废钢块度差别较大时应搭配使用
厚度小于3mm 的应不超过该批料废钢重的 20%,厚度小于 1mm 的应捆扎打包使用,严防合金钢混入
2)冲天炉生产率 T/小时235-710生铁或回炉铁 mg15202540废钢 mg351015 4
3 新生铁、回炉铁应分类堆放,粘附的砂泥、熔渣应清理洁净
4 投炉铁合金的块度应为 20-80mm,碎小的应粘结成块备用,铁合金应放置于干燥处,如受潮应烘干
5 加料前认真检查,遇有可疑物品应及时处理并报告有关人员,严格避开爆炸物品及其它有害杂物加入炉内
5、孕育剂: 5
1 孕育剂的粒度应在 2-10mm 范围内
2 孕育剂应注意防潮
如受潮、应在使用前烘干
6、修炉、修包材料: 6
1 耐火砖,存放时时应注意防潮,搬运时应避开损坏
2 耐火粘土、焦炭分、石英砂等存放时应防止受潮,不得混入杂物,混合耐火材料的配制应根据工艺规定的配方进行
3 充填炉底用砂须筛除其中混杂的铁块、熔渣等杂物
7、点火木柴:应干燥易燃,长度在 500mm 以下,粗细为 60-