第 5 章 其他冲压成形方法从表 1
2 可见,除弯曲和拉深外,成形工序中还有很多方法,其中比较常用的有胀形、翻边、扩口、缩口等
这些工序的基本特征为局部变形,因此,也常统称为(狭义)成形工序
成形工序一般安排在冲裁、弯曲、拉深之后
1 胀 形板料/空心工序件/空心半成品在双向拉应力作用下,产生扩张(鼓凸)变形,获得表面积增大(厚度变薄)的制件的冲压成形方法称为胀形
常见的胀形件有板料的压花(筋)件、肚形搪瓷制品、自行车管接头、波纹管等,以及汽车车身的某些覆盖件
胀形的种类可从坯料形状、坯料所处状态、所用模具、所用能源、成形方式等角度作出区分,其中最基本的是按变形区所占比例划分为局部胀形和整体胀形,最常用的是平板坯料局部胀形和空心坯料胀形
1 胀形变形特点图 5
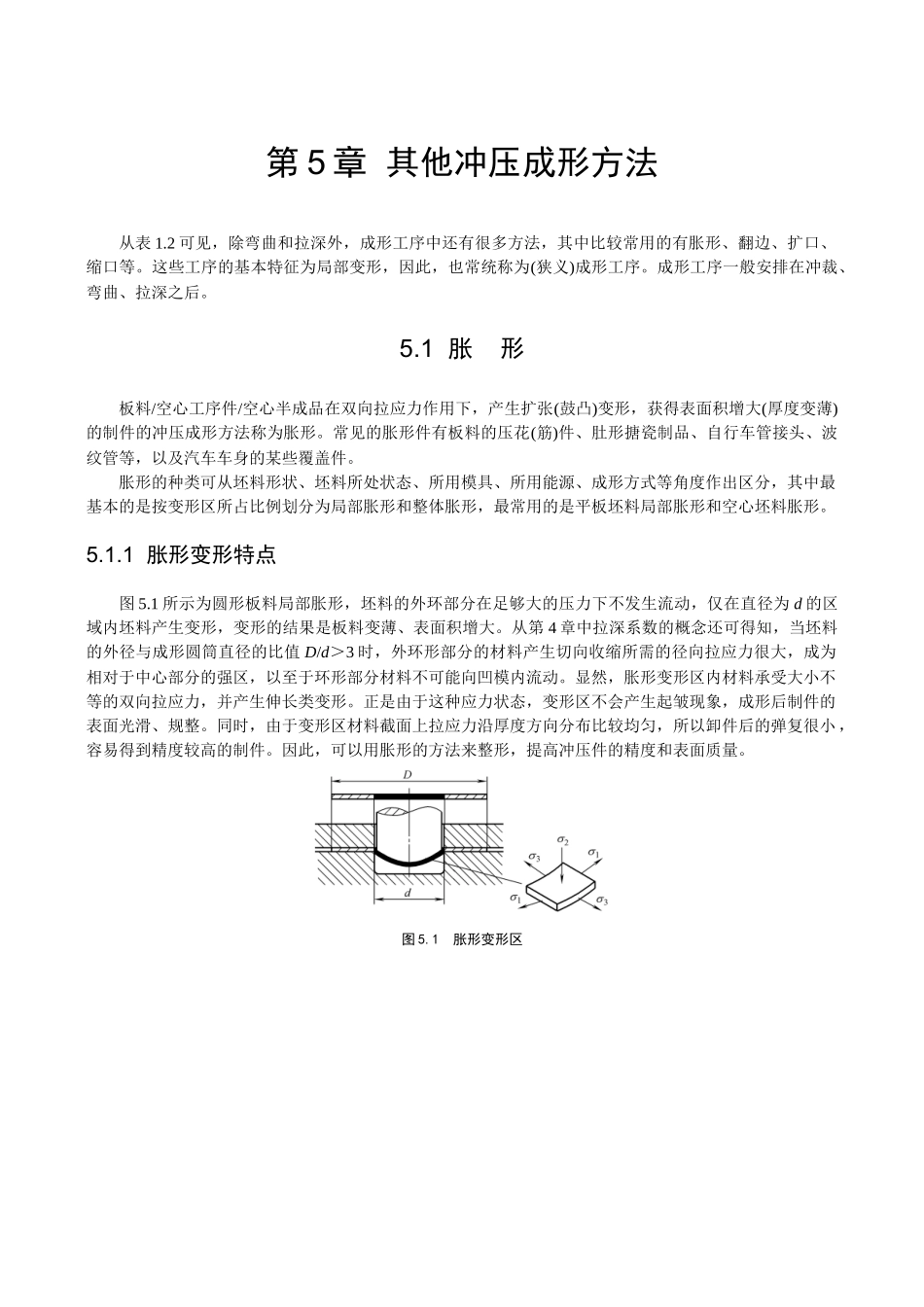
1 所示为圆形板料局部胀形,坯料的外环部分在足够大的压力下不发生流动,仅在直径为 d 的区域内坯料产生变形,变形的结果是板料变薄、表面积增大
从第 4 章中拉深系数的概念还可得知,当坯料的外径与成形圆筒直径的比值 D/d>3 时,外环形部分的材料产生切向收缩所需的径向拉应力很大,成为相对于中心部分的强区,以至于环形部分材料不可能向凹模内流动
显然,胀形变形区内材料承受大小不等的双向拉应力,并产生伸长类变形
正是由于这种应力状态,变形区不会产生起皱现象,成形后制件的表面光滑、规整
同时,由于变形区材料截面上拉应力沿厚度方向分布比较均匀,所以卸件后的弹复很小 ,容易得到精度较高的制件
因此,可以用胀形的方法来整形,提高冲压件的精度和表面质量
1 胀形变形区5
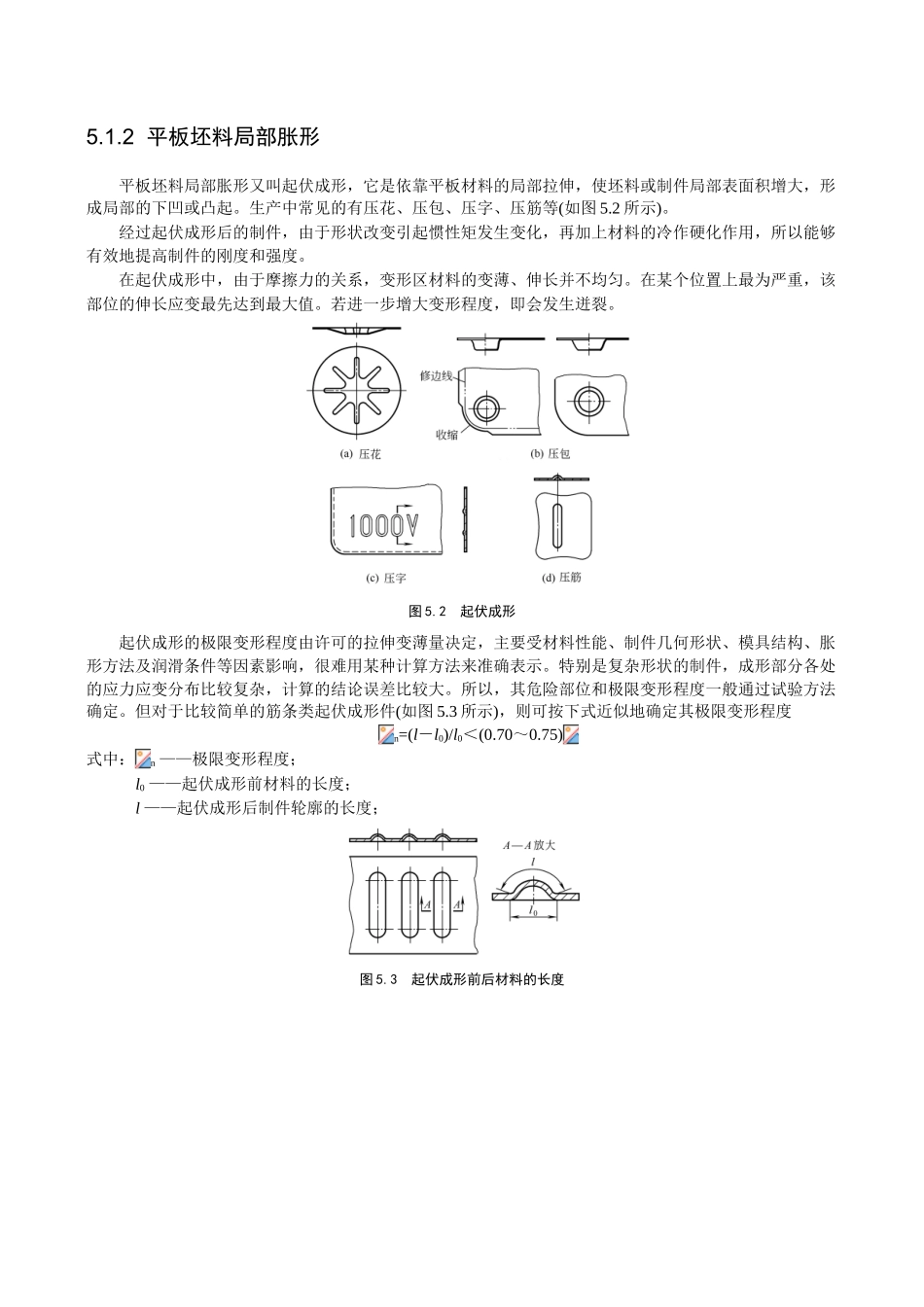
2 平板坯料局部胀形平板坯料局部胀形又叫起伏成形,它是依靠平板材料的局部拉伸,使坯料或制件局部表面积增大,形成局部的下凹或凸起
生产中常见的有压花、压包、压字、压筋等(如图 5
经过起伏成形后的制件,由于形状改变引起惯性矩发生变