剥肋滚轧直螺纹钢筋连接施工技术滚轧直螺纹钢筋机械连接技术是将钢筋肋进行切削处理后,使钢筋滚丝前的直径达到一致,然后进行滚轧直螺纹
通过对现有 II、III 级钢筋进行型式检验以及大量工程实践,接头性能等级达到了 JGJ107-96 的要求
滚轧直螺纹钢筋机械连接技术适用于 φ16-φ40 直径的 II、III 级钢筋的同异直径的连接以及各种钢筋转动不方便的场合
一、现场及人员准备1
1 由于滚轧直螺纹钢筋机械连接技术属于“场外预制、现场连接”的施工方式,所有钢筋丝头的加工均在钢筋加工场地完成,这就要求设备摆放相对固定
设备安装位置要求有防雨设施及 380V 电源,设备电容量为 4KW/套,安装时滚丝机轴主轴中心线应与放置在支架上的待加工钢筋中心线保持一致
2 人员配置情况:正常情况下,每台班应配操作工人 4 人,其中一人负责滚丝机的操作,一人负责丝头质量检验,盖保护帽,二人负责搬运钢筋
二、连接套筒及滚丝设备2
1 采纳滚轧直螺纹钢筋连接技术,钢筋连接所用的连接套筒必须附有出厂合格证、材质证明书方可使用
2 钢筋直螺纹滚轧设备的使用及维护保养方法见设备使用说明书
三、施工工艺 3
1 钢筋下料: 3
1 钢筋下料必须用无齿锯、带锯床、专用锯片铣割机,不得使用普通切割机和电焊、气割等方式切断; 3
2 钢筋端部不得有弯曲,有弯曲时需调节器直后方可使用;3
3 钢筋端面必须平整,并与钢筋轴线垂直,不得有马蹄型或扭曲
2 钢筋端部滚丝 3
1 钢筋滚丝分为剥肋和滚丝两个工序,在同一台设备上完成; 3
2 机头前端的切削刀具应调整到相应的钢筋直径尺寸,并随时检查,不得有误;3
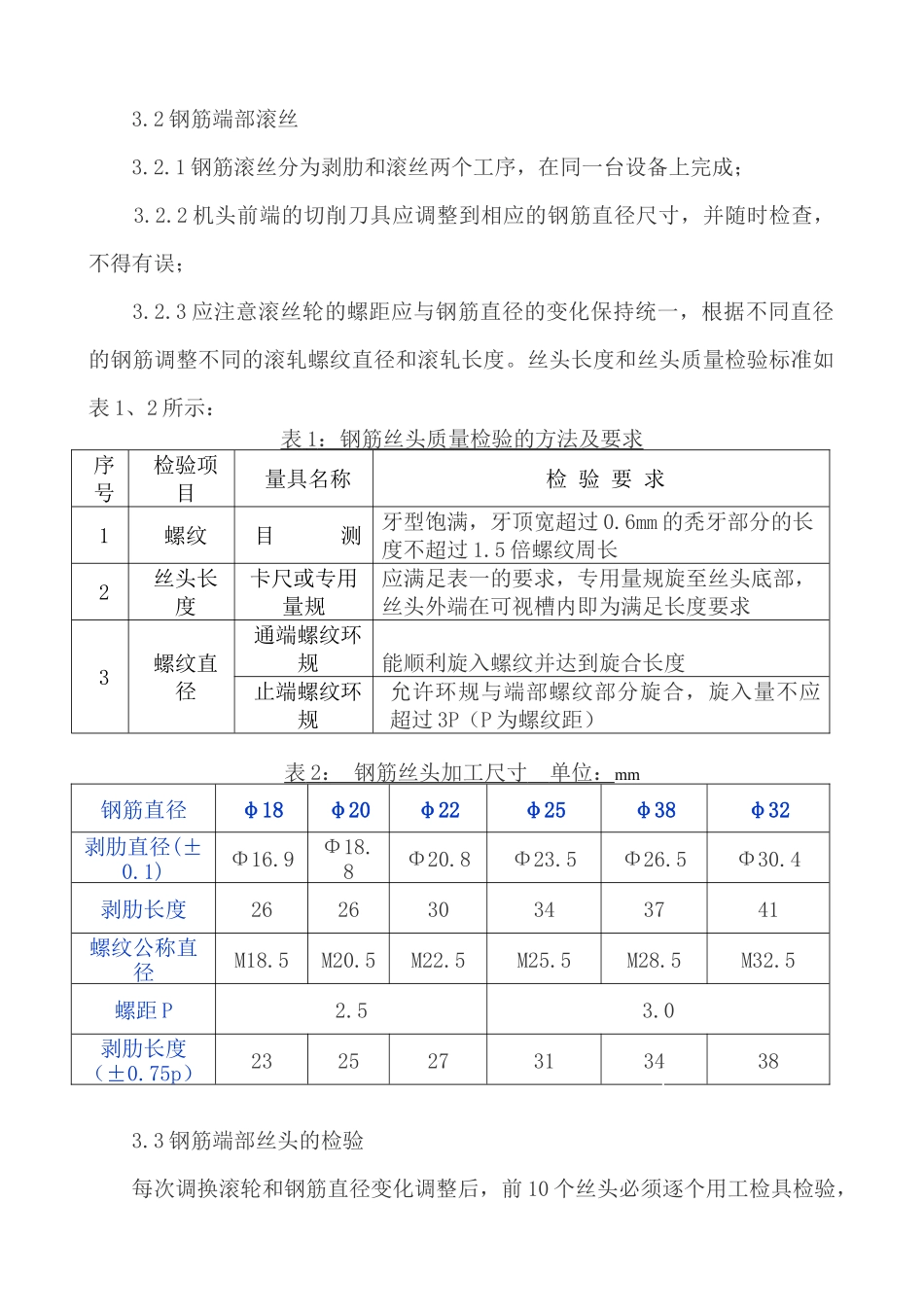
3 应注意滚丝轮的螺距应与钢筋直径的变化保持统一,根据不同直径的钢筋调整不同的滚轧螺纹直径和滚轧长度
丝头长度和丝头质量检验标准如表 1、2 所示:表 1 :钢筋丝头质量