技术交底记录 编号002工程名称交底日期2007 年 01 月 06 日施工单位分项工程名称钢结构焊接交底提要商场钢梁切断、焊接交底内容:1
主要编制依据1
1 钢结构工程施工质量验收法律规范 GB 50205-20011
2 高层民用建筑钢结构技术法律规范 JGJ 99-981
3 建筑钢结构焊接技术规程 JGJ 81-20251
4 钢焊缝手工超声波探伤方法和探伤结果分级法 GB113451
5 焊缝磁粉检测方法和缺陷磁痕分级 JB/T60612
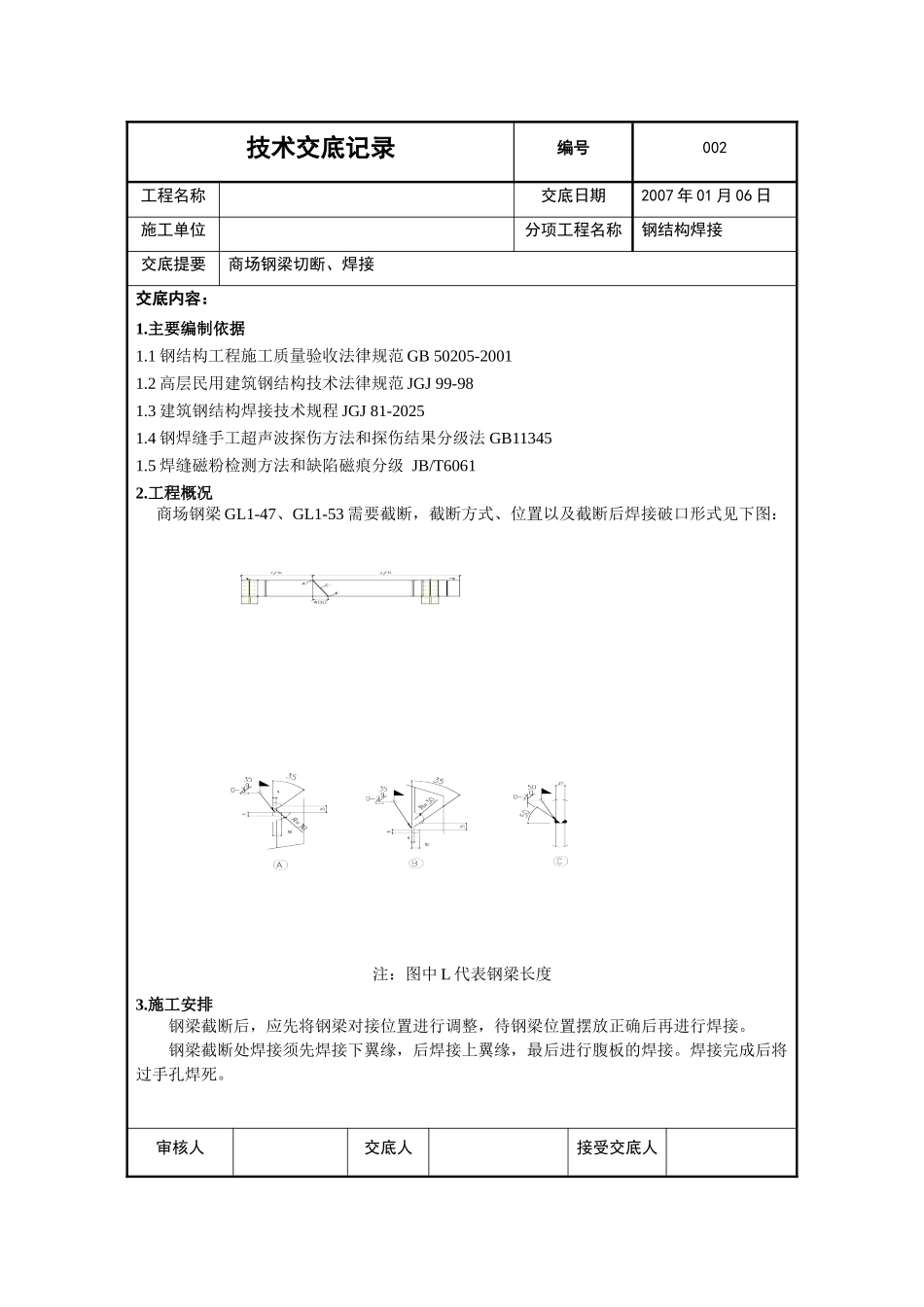
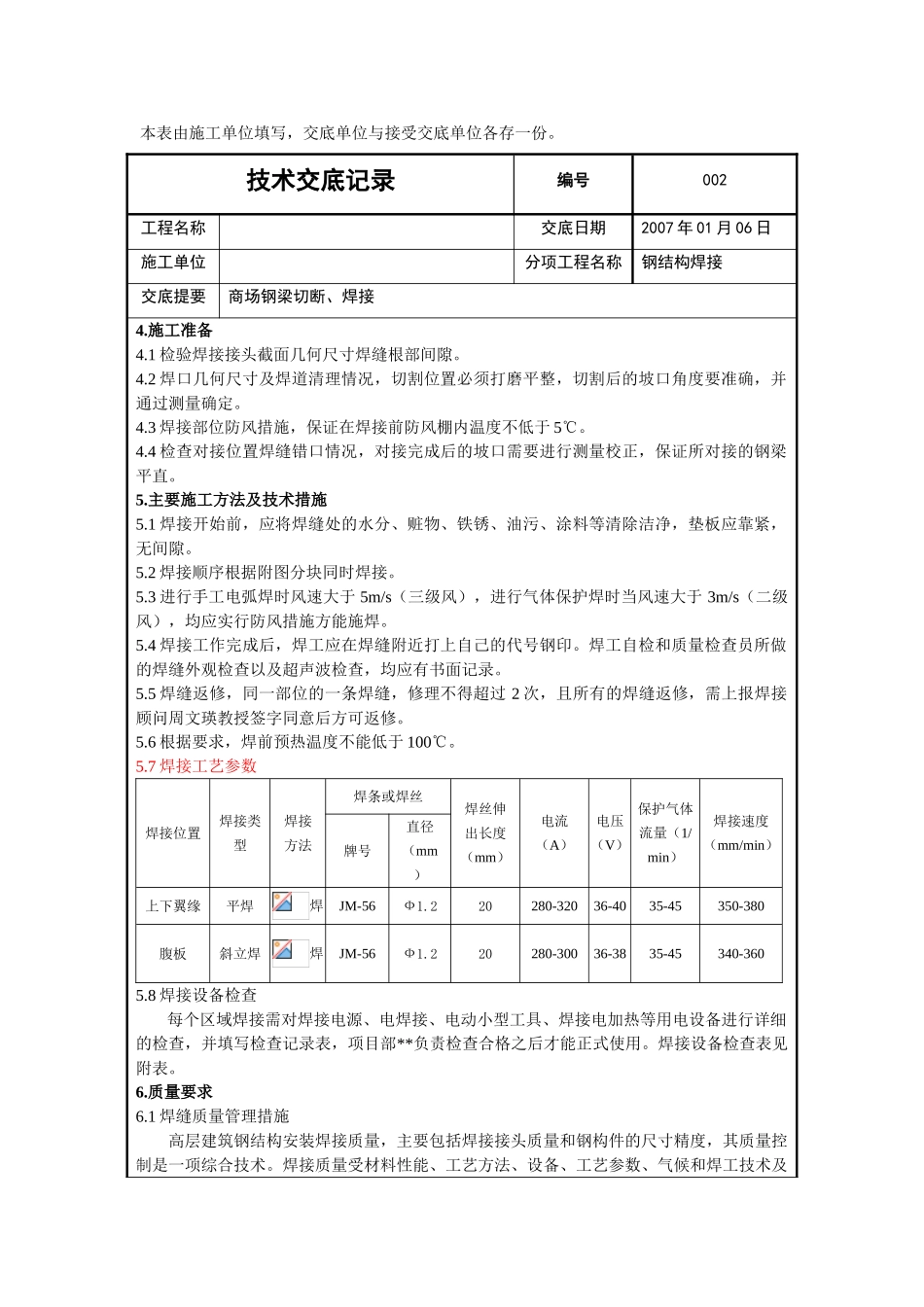
工程概况 商场钢梁 GL1-47、GL1-53 需要截断,截断方式、位置以及截断后焊接破口形式见下图: 注:图中 L 代表钢梁长度3
施工安排钢梁截断后,应先将钢梁对接位置进行调整,待钢梁位置摆放正确后再进行焊接
钢梁截断处焊接须先焊接下翼缘,后焊接上翼缘,最后进行腹板的焊接
焊接完成后将过手孔焊死
审核人交底人接受交底人本表由施工单位填写,交底单位与接受交底单位各存一份
技术交底记录 编号002工程名称交底日期2007 年 01 月 06 日施工单位分项工程名称钢结构焊接交底提要商场钢梁切断、焊接4
1 检验焊接接头截面几何尺寸焊缝根部间隙
2 焊口几何尺寸及焊道清理情况,切割位置必须打磨平整,切割后的坡口角度要准确,并通过测量确定
3 焊接部位防风措施,保证在焊接前防风棚内温度不低于 5℃
4 检查对接位置焊缝错口情况,对接完成后的坡口需要进行测量校正,保证所对接的钢梁平直
主要施工方法及技术措施5
1 焊接开始前,应将焊缝处的水分、赃物、铁锈、油污、涂料等清除洁净,垫板应靠紧,无间隙
2 焊接顺序根据附图分块同时焊接
3 进行手工电弧焊时风速大于 5m/s(三级风),进行气体保护焊时当风速大于 3m/s(二级风),均应实行防风措施方能施焊
4 焊接工作完成后,焊工应在焊缝附近打上