专业作业指导书 焊接工艺评定作业指导书1
目的:通过对焊接工艺评定作业施工质量的有效控制,保证压力管道的施工质量
适用范围:本公司压力管道的焊接工艺评定作业
职责 ⑴ 需进行焊接工艺评定时,焊接责任人员应根据设计图纸提出应评定的钢号及项目内容,编写焊接工艺指导书,经公司焊接责任工程师审核后,委托有资质的单位进行
⑵ 评定单位按相应焊接工艺评定标准和焊接工艺指导书进行试件焊接、检验和试验
⑶ 评定完成后,评定单位应填写焊接工艺评定报告中应详细填入焊接参数和检测数据,连同有关记录和报告,交公司焊接责任工程师审核,公司质保工程师批准
⑷ 经批准的焊接工艺评定报告,资料由质量技术处存档,统一管理
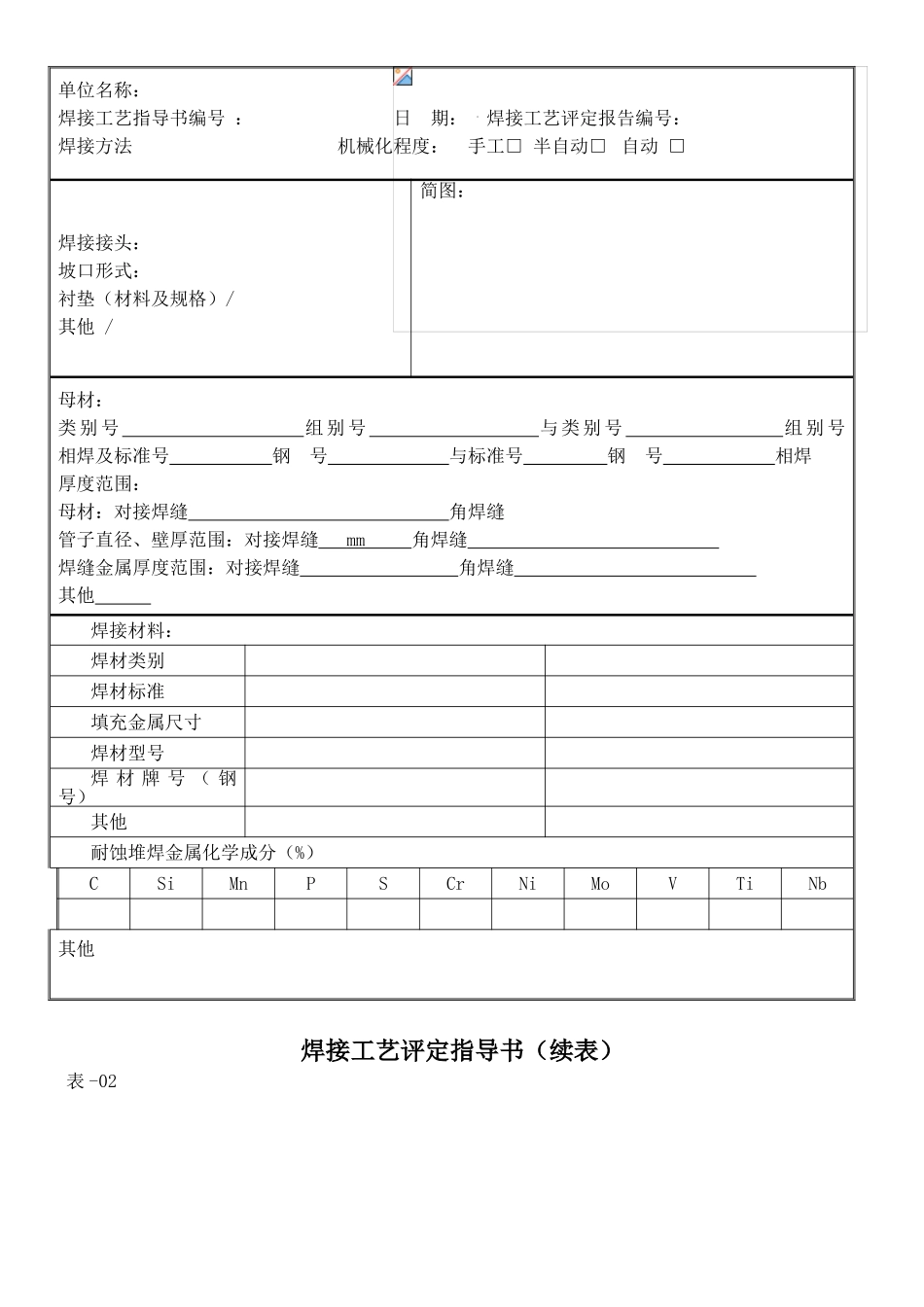
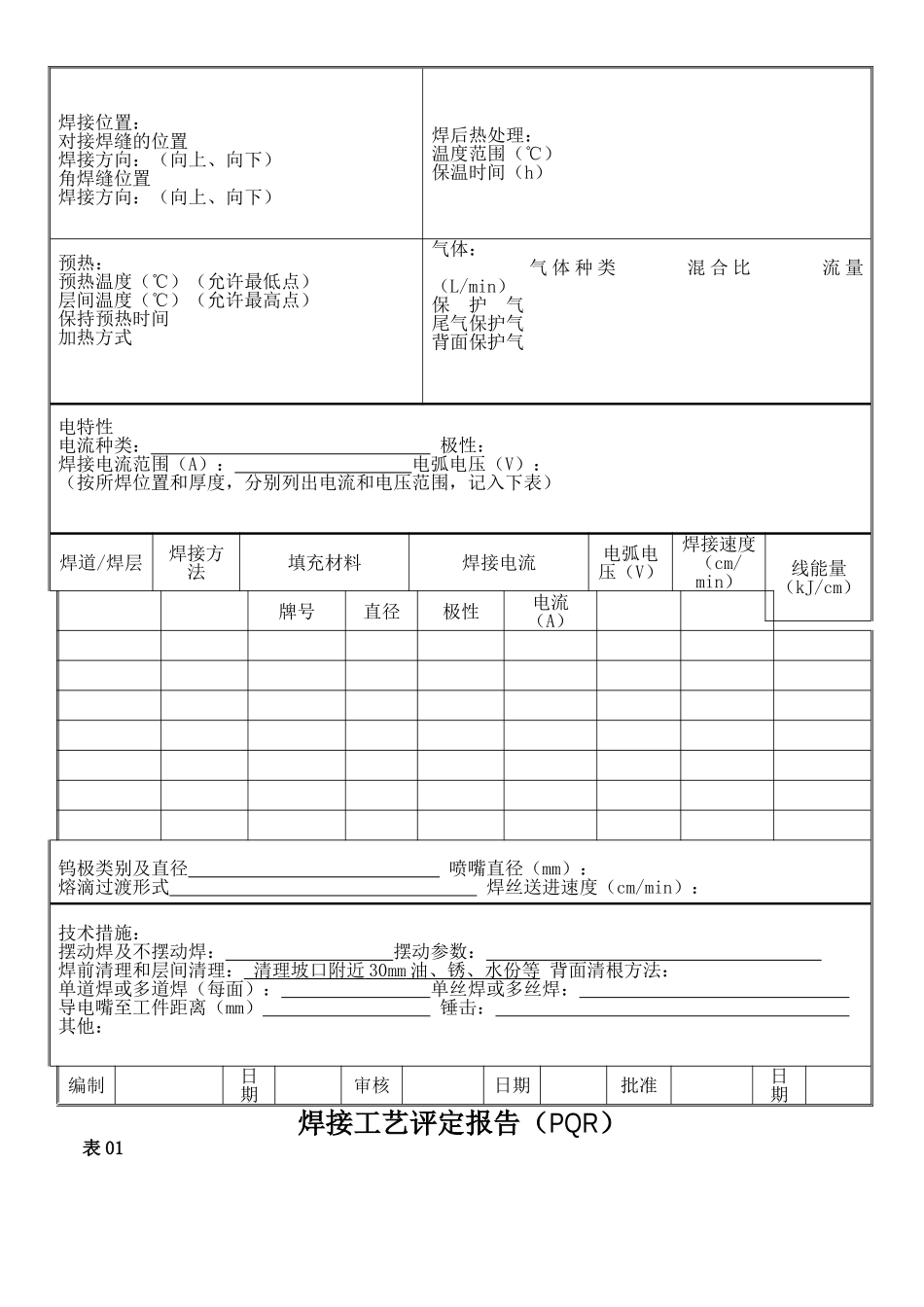
4.焊接工艺评定样表焊接工艺评定指导书 表 单位名称: 焊接工艺指导书编号 : 日 期: 焊接工艺评定报告编号: 焊接方法 机械化程度: 手工□ 半自动□ 自动 □ 焊接接头: 坡口形式: 衬垫(材料及规格)/其他 /简图:母材:类别号 组别号 与类别号 组别号 相焊及标准号 钢 号 与标准号 钢 号 相焊厚度范围:母材:对接焊缝 角焊缝 管子直径、壁厚范围:对接焊缝 mm 角焊缝 焊缝金属厚度范围:对接焊缝 角焊缝 其他 焊接材料:焊材类别焊材标准填充金属尺寸焊材型号焊 材 牌 号 ( 钢号)其他耐蚀堆焊金属化学成分(%)CSiMnPSCrNiMoVTiNb其他焊接工艺评定指导书(续表)表 -02焊接位置: 对接焊缝的位置 焊接方向:(向上、向下) 角焊缝位置 焊接方向:(向上、向下) 焊后热处理:温度范围(℃) 保温时间(h) 预热:预热温度(℃)(允许最低点) 层间温度(℃)(允许最高点) 保持预热时间 加热方式 气体:气 体 种 类 混 合 比 流 量(L/min)保 护 气 尾气保护气 背面保护气 电特性电流种类: 极性: 焊接电流范围(A): 电弧电压(V): (按所焊